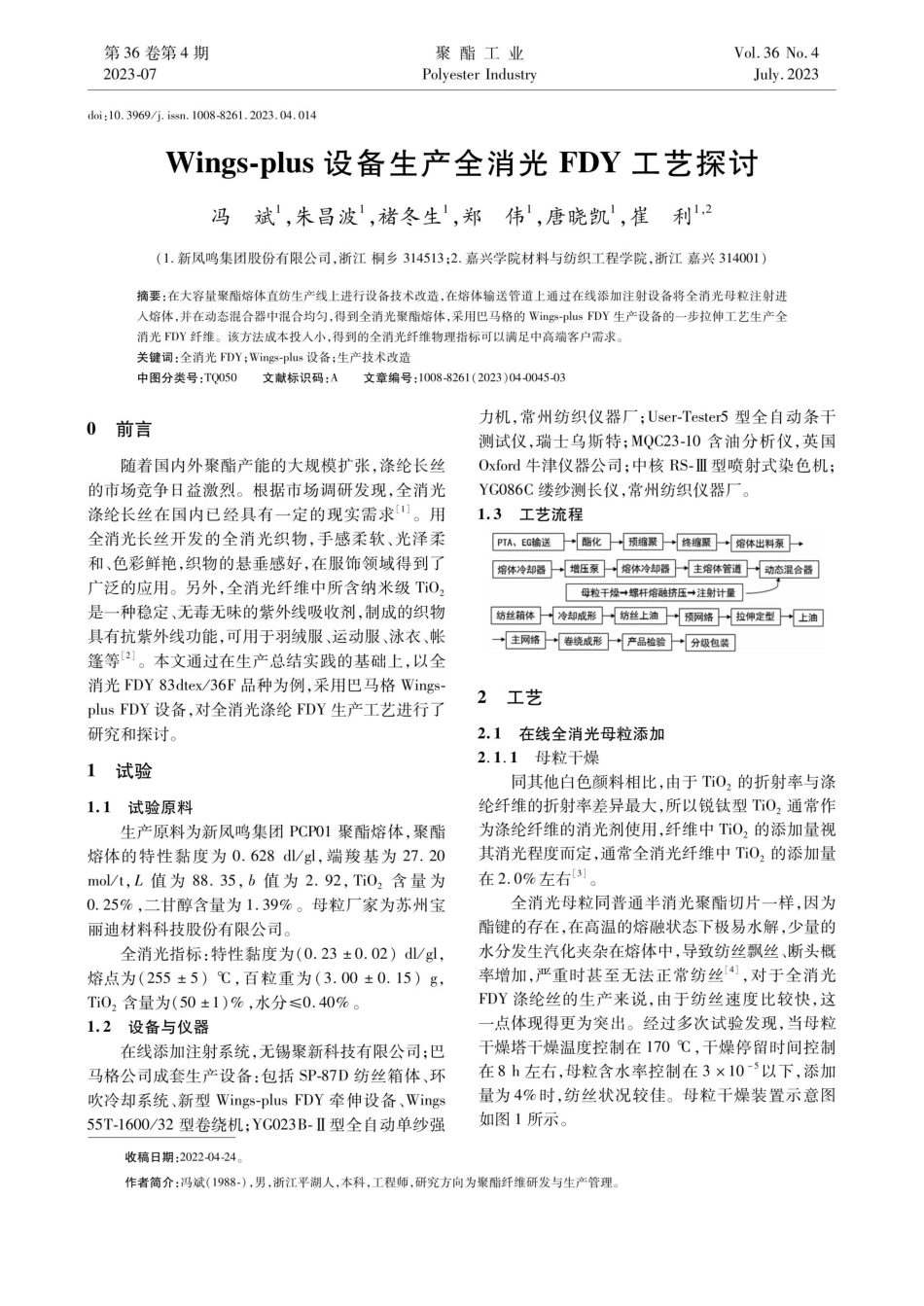
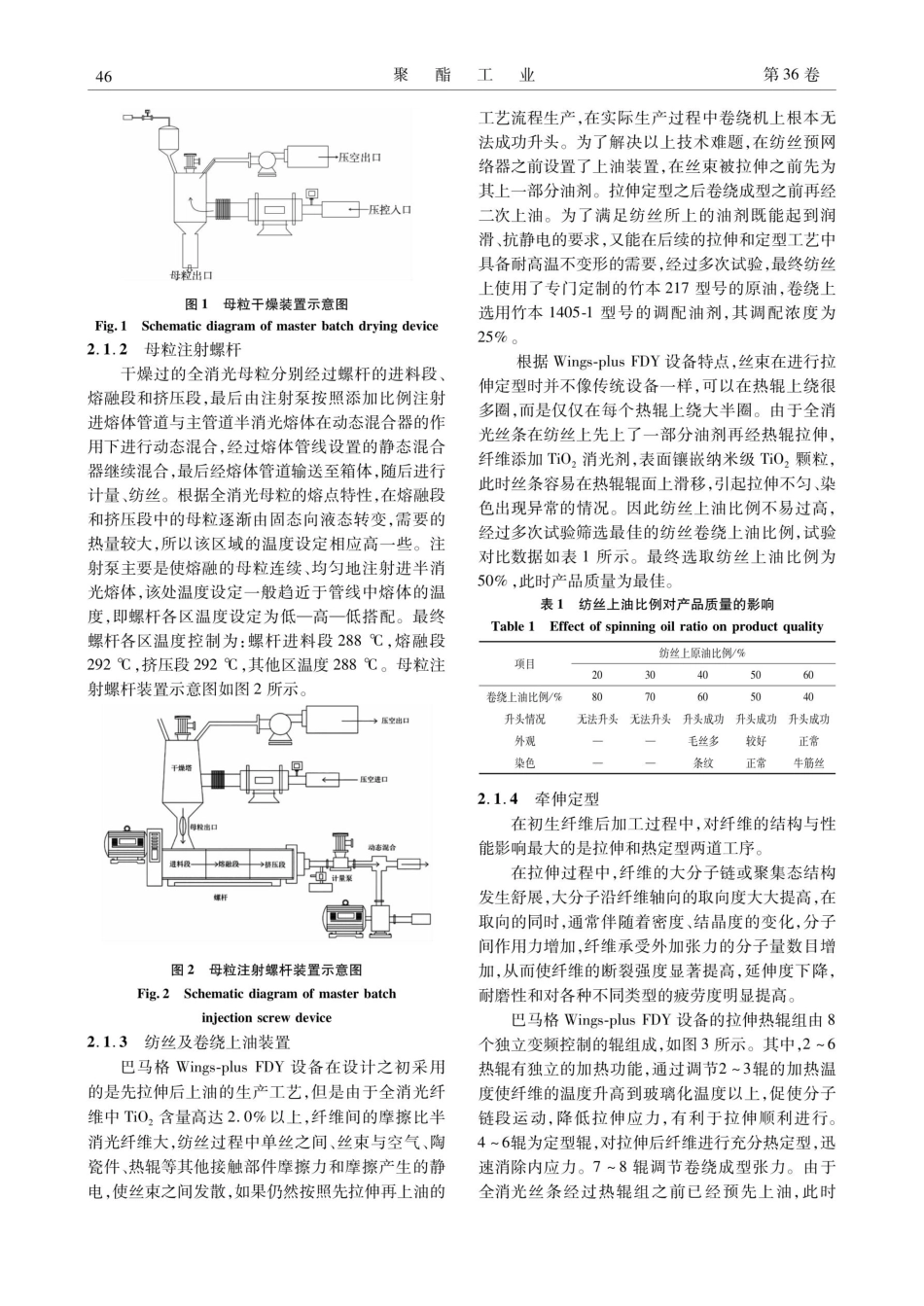
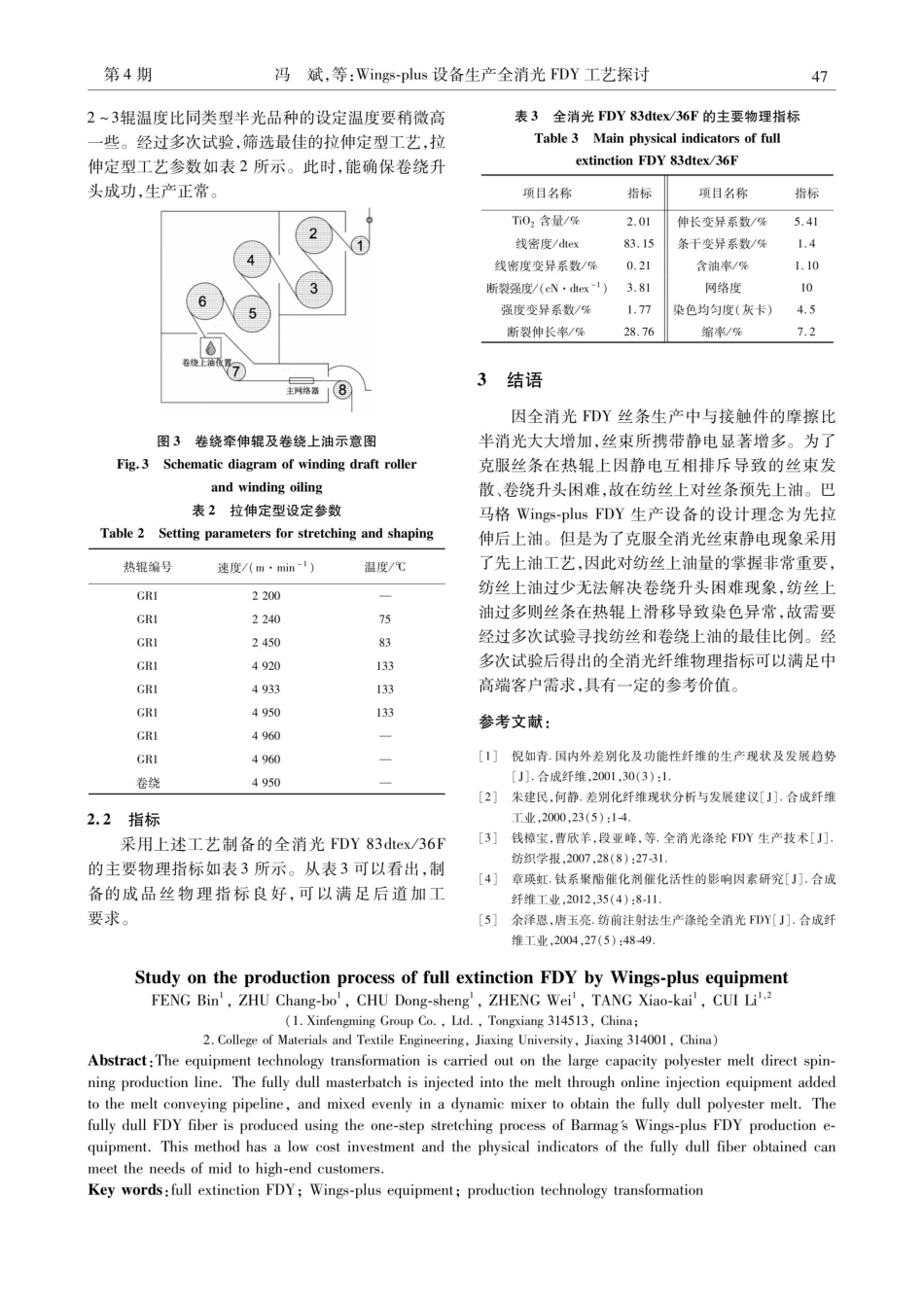
第36卷第4期2023-07doi:10.3969/j.issn.1008-8261.2023.04.014聚酯工业PolyesterIndustryWings-plus设备生产全消光FDY工艺探讨Vol.36No.4July.2023冯斌',朱昌波",褚冬生',郑(1.新凤鸣集团股份有限公司,浙江桐乡314513;2.嘉兴学院材料与纺织工程学院,浙江嘉兴314001)摘要:在大容量聚酯熔体直纺生产线上进行设备技术改造,在熔体输送管道上通过在线添加注射设备将全消光母粒注射进人熔体,并在动态混合器中混合均匀,得到全消光聚酯熔体,采用巴马格的Wings-plusFDY生产设备的一步拉伸工艺生产全消光FDY纤维。该方法成本投人小,得到的全消光纤维物理指标可以满足中高端客户需求。关键词:全消光FDY;Wings-plus设备;生产技术改造中图分类号:TQ0500前言随着国内外聚酯产能的大规模扩张,涤纶长丝的市场竞争日益激烈。根据市场调研发现,全消光涤纶长丝在国内已经具有一定的现实需求["]。用全消光长丝开发的全消光织物,手感柔软、光泽柔和、色彩鲜艳,织物的悬垂感好,在服饰领域得到了广泛的应用。另外,全消光纤维中所含纳米级TiO2是一种稳定、无毒无味的紫外线吸收剂,制成的织物具有抗紫外线功能,可用于羽绒服、运动服、泳衣、帐篷等[2]。本文通过在生产总结实践的基础上,以全消光FDY83dtex/36F品种为例,采用巴马格Wings-plusFDY设备,对全消光涤纶FDY生产工艺进行了研究和探讨。1试验1.1试验原料生产原料为新凤鸣集团PCPO1聚酯熔体,聚酯熔体的特性黏度为0.628dl/gl,端羧基为27.20mol/t,L值为88.35,b值为2.92,TiOz含量为0.25%,二甘醇含量为1.39%。母粒厂家为苏州宝丽迪材料科技股份有限公司。全消光指标:特性黏度为(0.23±0.02)dl/gl,熔点为(255±5)℃,百粒重为(3.00±0.15)g,Ti02含量为(50±1)%,水分≤0.40%。1.2设备与仪器在线添加注射系统,无锡聚新科技有限公司;巴马格公司成套生产设备:包括SP-87D纺丝箱体、环吹冷却系统、新型Wings-plusFDY牵伸设备、Wings55T-1600/32型卷绕机;YG023B-IⅡ型全自动单纱强收稿日期:2022-04-24。作者简介:冯斌(1988-),男,浙江平湖人,本科,工程师,研究方向为聚酯纤维研发与生产管理。伟,唐晓凯,崔利1.2文献标识码:A文章编号:1008-8261(2023)04-0045-03如图1所示。力机,常州纺织仪器厂;User-Tester5型全自动条干测试仪,瑞士乌斯特;MQC23-10含油分析仪,英国Oxford牛津仪器公司;中核RS-Ⅲ型喷射式染色机;YG086C缕纱测长仪,常州纺织仪器厂。1.3工艺流程PTA、EG输送酯化...