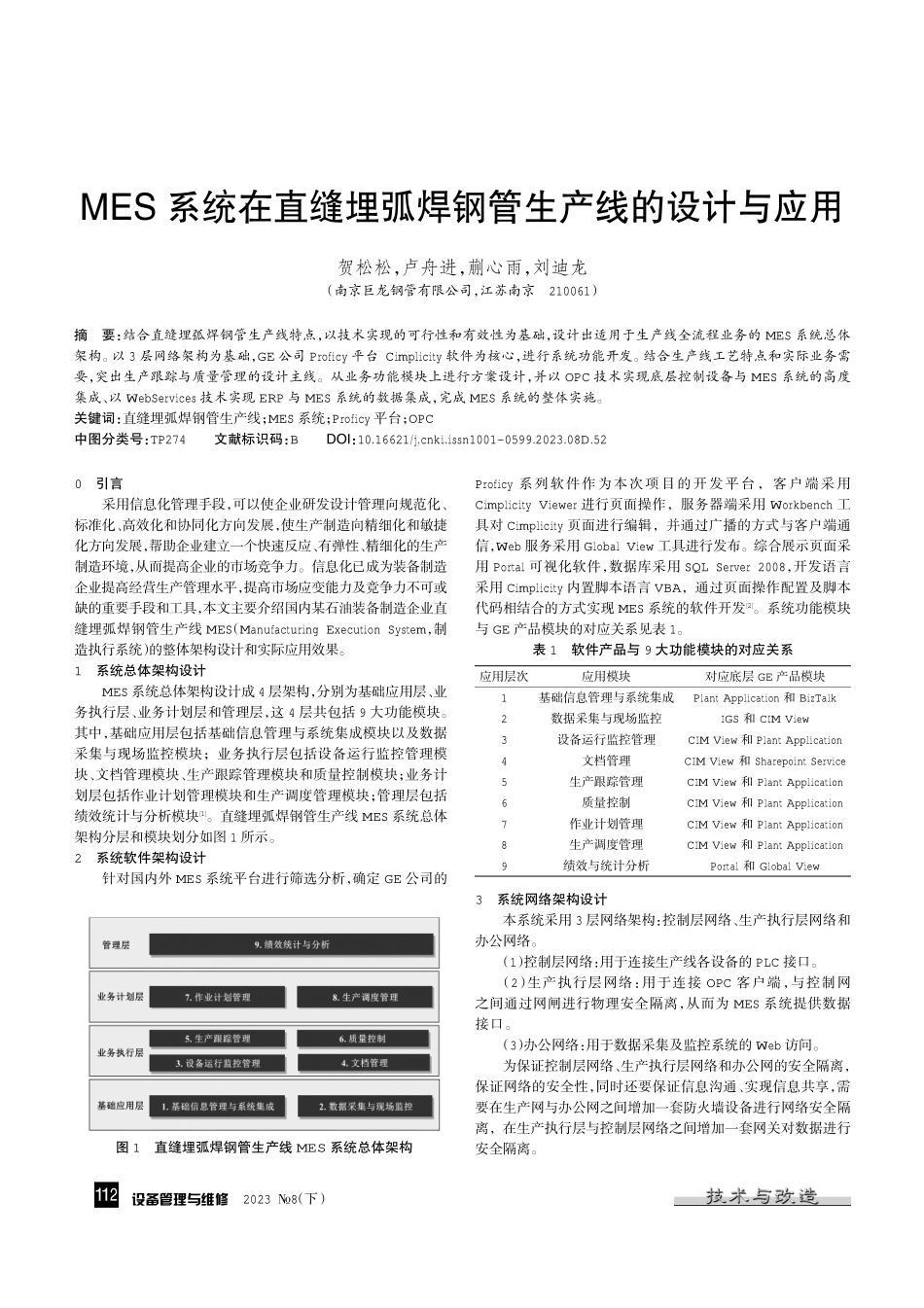
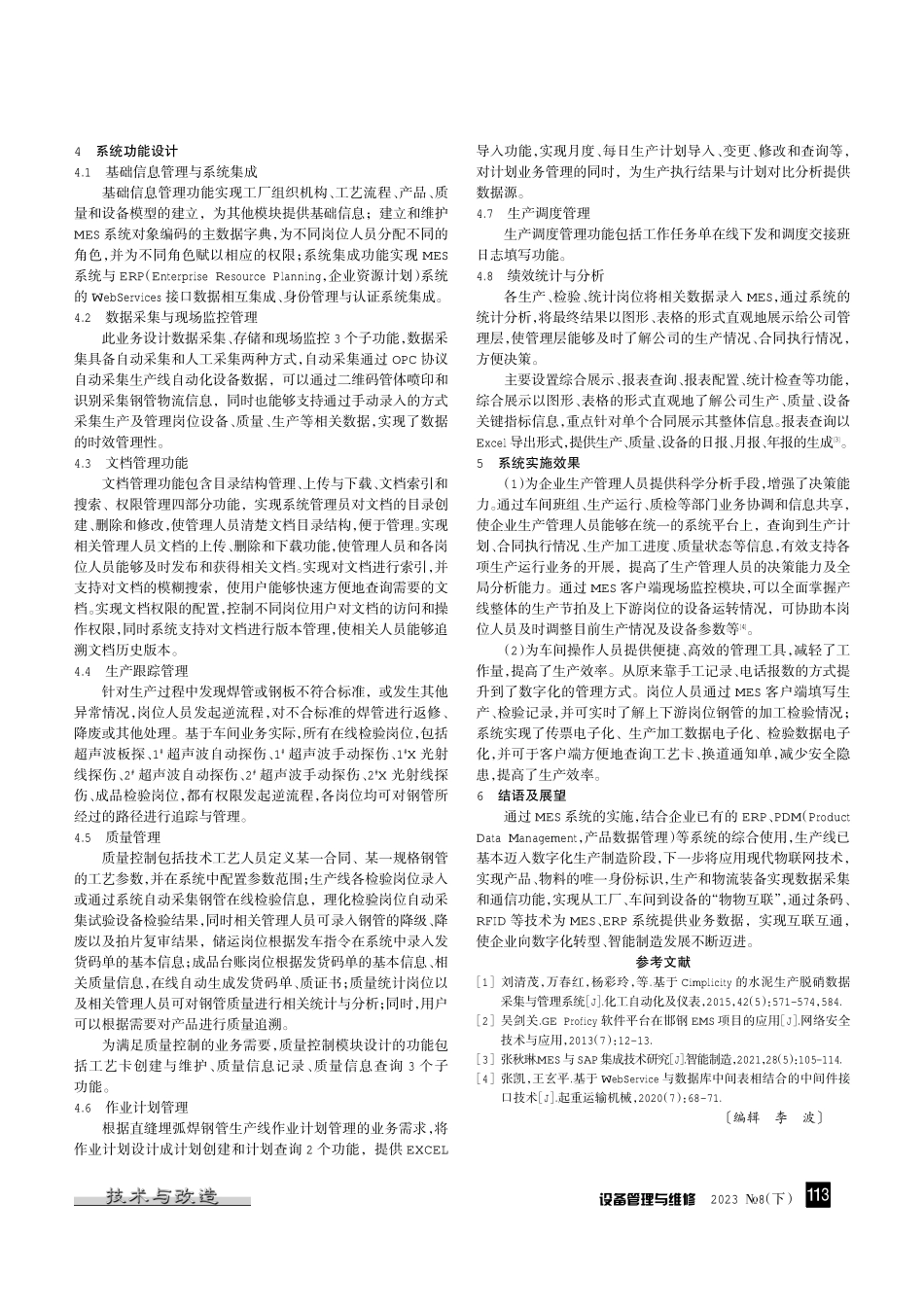
设备管理与维修2023翼8(下)0引言采用信息化管理手段,可以使企业研发设计管理向规范化、标准化、高效化和协同化方向发展,使生产制造向精细化和敏捷化方向发展,帮助企业建立一个快速反应、有弹性、精细化的生产制造环境,从而提高企业的市场竞争力。信息化已成为装备制造企业提高经营生产管理水平,提高市场应变能力及竞争力不可或缺的重要手段和工具,本文主要介绍国内某石油装备制造企业直缝埋弧焊钢管生产线MES(ManufacturingExecutionSystem,制造执行系统)的整体架构设计和实际应用效果。1系统总体架构设计MES系统总体架构设计成4层架构,分别为基础应用层、业务执行层、业务计划层和管理层,这4层共包括9大功能模块。其中,基础应用层包括基础信息管理与系统集成模块以及数据采集与现场监控模块;业务执行层包括设备运行监控管理模块、文档管理模块、生产跟踪管理模块和质量控制模块;业务计划层包括作业计划管理模块和生产调度管理模块;管理层包括绩效统计与分析模块[1]。直缝埋弧焊钢管生产线MES系统总体架构分层和模块划分如图1所示。2系统软件架构设计针对国内外MES系统平台进行筛选分析,确定GE公司的Proficy系列软件作为本次项目的开发平台,客户端采用CimplicityViewer进行页面操作,服务器端采用Workbench工具对Cimplicity页面进行编辑,并通过广播的方式与客户端通信,Web服务采用GlobalView工具进行发布。综合展示页面采用Portal可视化软件,数据库采用SQLServer2008,开发语言采用Cimplicity内置脚本语言VBA,通过页面操作配置及脚本代码相结合的方式实现MES系统的软件开发[2]。系统功能模块与GE产品模块的对应关系见表1。表1软件产品与9大功能模块的对应关系3系统网络架构设计本系统采用3层网络架构:控制层网络、生产执行层网络和办公网络。(1)控制层网络:用于连接生产线各设备的PLC接口。(2)生产执行层网络:用于连接OPC客户端,与控制网之间通过网闸进行物理安全隔离,从而为MES系统提供数据接口。(3)办公网络:用于数据采集及监控系统的Web访问。为保证控制层网络、生产执行层网络和办公网的安全隔离,保证网络的安全性,同时还要保证信息沟通、实现信息共享,需要在生产网与办公网之间增加一套防火墙设备进行网络安全隔离,在生产执行层与控制层网络之间增加一套网关对数据进行安全隔离。摘要:结合直缝埋弧焊钢管生产线特点,以技术实现的可行性和有效性为基础,设计出适用于生产线全流程业务的MES系统总体架...