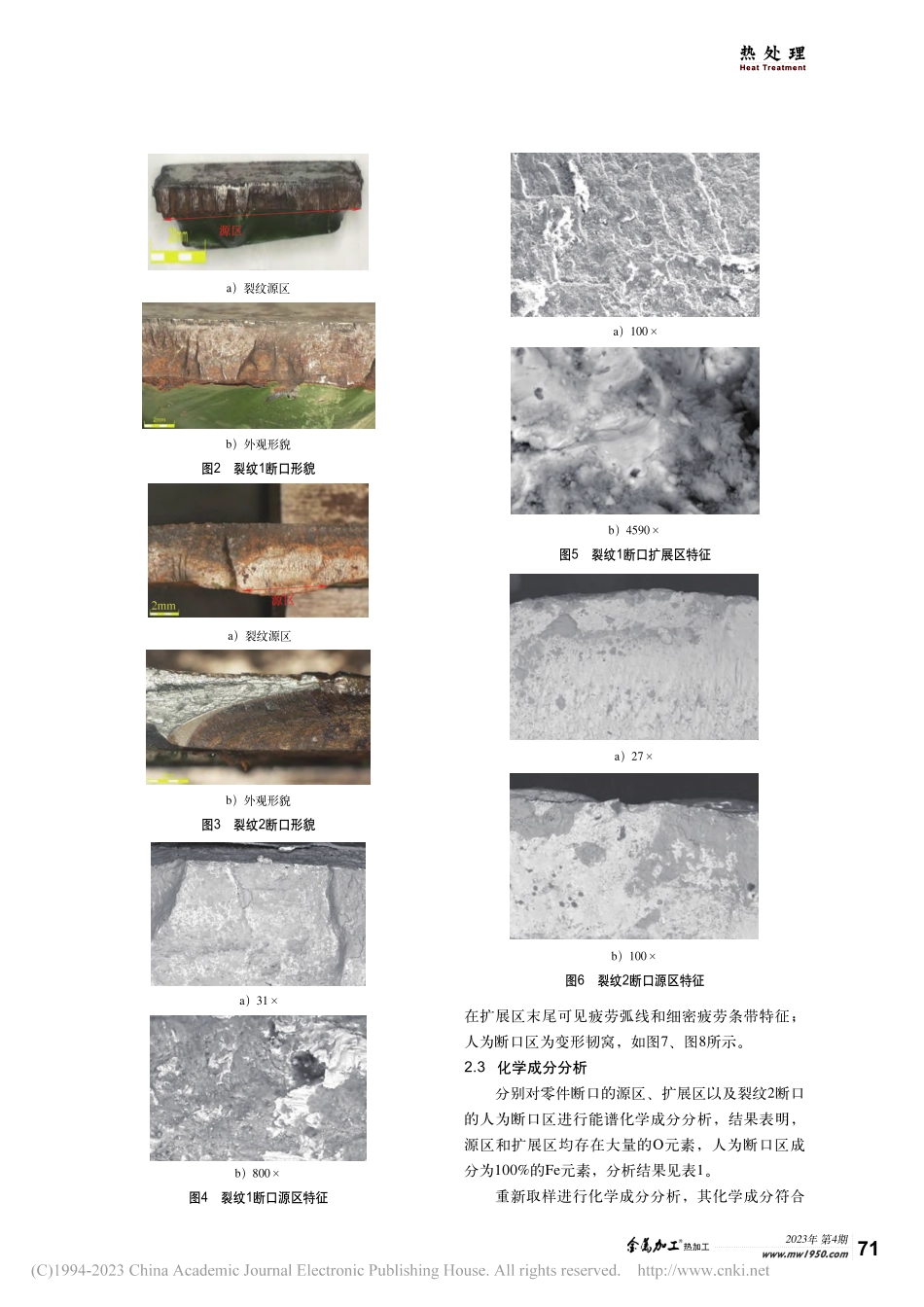
2023年第4期热加工www.mw1950.com70热处理HeatTreatment容器罐托板裂纹分析杨国兰,汤浩,熊勇,赵香丽,刘依依中国航发贵州黎阳航空动力有限公司贵州贵阳550014摘要:采用宏观检测、断口形貌及成分分析、金相组织及维氏硬度测定等方法,对某容器罐托板在焊缝附近出现的裂纹进行检测。结果表明:托板裂纹为疲劳裂纹,形成原因主要与运输过程中的振动应力相对较大有关,同时,焊接残余应力和应力集中也对其有重要的促进作用。关键词:Q235B钢;焊缝;疲劳裂纹;成分分析;维氏硬度1序言作为最常见的碳素钢之一,Q235B是一种碳含量低,以及韧性、铸造性能较好的碳素结构钢,易于冲压和焊接,加上成本低,能够满足大多数对性能指标要求不高的部件,因此在机械零件制造、建筑、桥梁及隧道等领域均得到了广泛应用,主要用于其中承力构件部分[1-5]。某批Q235B钢制容器罐共生产了9件,其中运往同一地方的两件容器罐在开箱检查时,均在托板焊缝附近发现裂纹缺陷,而运往其他地方的其余7件均未发现故障情况,裂纹零件未经使用。为确定裂纹的性质和产生原因,对存在裂纹的容器罐托板进行了分析,并初步提出了预防措施[6,7]。2试验和调研2.1宏观观察零件外观如图1所示,每个托板与钢架之间通过a、b两条焊缝连接,托板上的两条裂纹均贯穿托板壁厚。其中,裂纹1位于焊缝a根部托板一侧,与焊缝a平行;裂纹2与裂纹1平行,位于焊缝b收弧位置附近。在两条裂纹位置取样获取断口,经宏观观察可见:裂纹1断口的源区位于外表面焊缝根部的热影响区,呈长线源特征,断口上可见大量收敛于外表面的放射棱线,如图2所示;裂纹2断口的源区位于外表面焊缝b的收弧位置,源区为短线源特征,源区可见放射棱线收敛特征;扩展区末尾可见疲劳弧线,a)零件外观b)裂纹位置图1零件外观及托板上的裂纹位置人为瞬断区呈金属灰色,如图3所示。对托板进行壁厚测量,其厚度约为4.0mm。2.2扫描电镜观察在扫描电镜下观察,裂纹1和裂纹2断口的源区均可见放射棱线收敛特征,扩展区较为平坦,源区、扩展区均氧化严重。裂纹1断口的原始断口特征不明显,在局部氧化物脱落位置可见细密疲劳条带特征,未见明显的瞬断区,如图4~图6所示。裂纹2断口的扩展区局部可见原始断口形貌,原始断口为准解理特征,可见细密的疲劳条带特征;2023年第4期热加工www.mw1950.com71热处理HeatTreatment在扩展区末尾可见疲劳弧线和细密疲劳条带特征;人为断口区为变形韧窝,如图7、图8所示。2.3化学成分分析分别对零件...