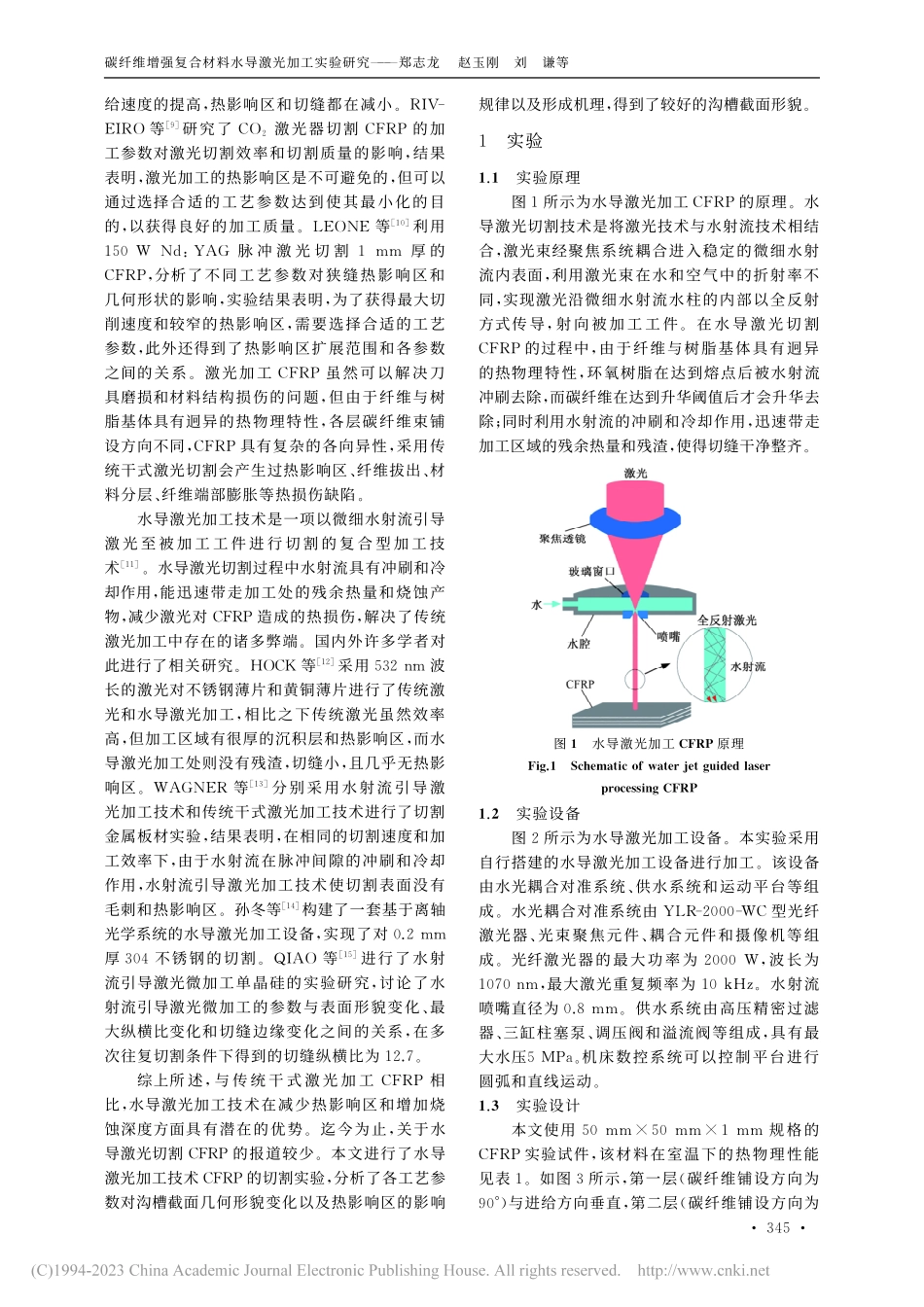
第34卷第3期中国机械工程Vol.34No.32023年2月CHINAMECHANICALENGINEERINGpp.344-351碳纤维增强复合材料水导激光加工实验研究郑志龙赵玉刚刘谦王珂周海安宋壮代迪张夏骏雨山东理工大学机械工程学院,淄博,255000摘要:为了研究水导激光加工关键工艺参数对碳纤维增强复合材料(CFRP)沟槽截面形貌与热影响区的影响,利用水导激光加工设备设计单因素实验探究了激光功率、水射流压力、进给速度及激光重复频率四个关键工艺参数对沟槽截面形貌以及热影响区的影响规律,分析了沟槽截面形貌和热影响区形成机理。实验结果表明:激光功率对沟槽烧蚀深度和热影响区的影响最大,水射流压力对沟槽烧蚀宽度的影响最大,进给速度和激光重复频率对沟槽烧蚀深度和宽度的影响不大,对热影响区有较大影响。此外,发现沟槽截面去除区呈V字形,热影响区呈锯齿形状。通过单因素方法分析得到了较好的沟槽截面形貌,其沟槽截面烧蚀深度为772.8μm,烧蚀宽度为897.7μm,铺设方向为90°的碳纤维层热影响区为326.5μm,铺设方向为0°的碳纤维层热影响区为102.4μm。关键词:碳纤维增强复合材料;水导激光加工;沟槽截面形貌;热影响区中图分类号:TN249;TG485DOI:10.3969/j.issn.1004-132X.2023.03.011开放科学(资源服务)标识码(OSID):ExperimentalStudyonWaterJetGuidedLaserProcessingofCFRPsZHENGZhilongZHAOYugangLIUQianWANGKeZHOUHaianSONGZhuangDAIDiZHANGXiajunyuSchoolofMechanicalEngineering,ShandongUniversityofTechnology,Zibo,Shandong,255000Abstract:Thepurposeofthispaperwastoinvestigatetheinfluencesofkeyprocessingparame-tersofwaterjetguidedlaserprocessingonthegrooves'scross-sectionalmorphologyandheataffectedzonesofCFRPs.Therefore,basedon...