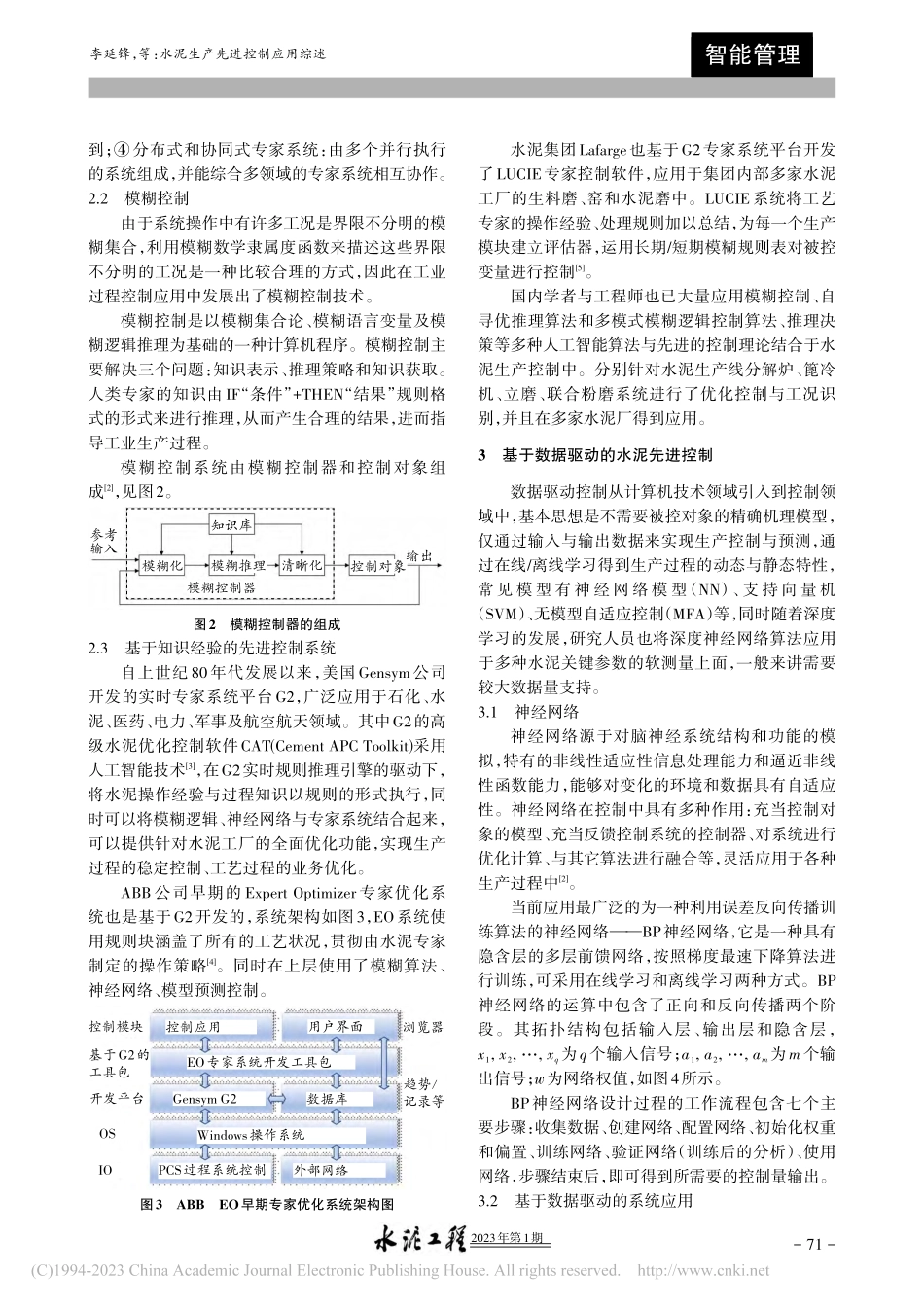
2023年第1期中图分类号:TQ172.6文献标志码:B文章编号:1007-0389(2023)01-70-03【DOI】10.13697/j.cnki.32-1449/tu.2023.01.025水泥生产先进控制应用综述李延锋1,汪文元2,张增吉3,刘威3,徐可心3(1.江西玉山南方水泥有限公司,江西上饶334700;2.北京国鼎源创智能科技有限公司,北京100085;3.中国中材国际工程股份有限公司(南京),江苏南京211100)摘要:为实现水泥生产的稳产、节能、环保、提质、高效目标,水泥生产需要首先达到自动的稳定优化控制。本文从知识经验、数据驱动及系统建模三个角度对当前水泥先进控制系统进行分析,并对具有代表性的先进控制系统进行简述,最后对我公司在水泥生产实施过程中开发的优化控制系统进行了介绍。关键词:水泥生产;优化控制;先进控制系统ApplicationofadvancedcontrolincementproductionLiYanfeng1,WangWenyuan2,ZhangZengji3,LiuWei3,XuKexin3(1.JiangxiYushanSouthCementCo.,Ltd.,Shangrao,334700China)Abstract:Inordertoachievethegoalsofstableproduction,energysaving,environmentalprotection,qualityimprovementandhighef⁃ficiencyofcementproduction,cementproductionneedstofirstachieveautomaticstableandoptimalcontrol.Thispaperanalyzesthecurrentadvancedcontrolsystemofcementfromthreeperspectivesofknowledgeexperience,datadriveandsystemmodeling.Mean⁃whiletherepresentativeadvancedcontrolsystemsareintroducedinthispaper.Finally,weintroducetheoptimizedcontrolsystemde⁃velopedbyourcompanyintheimplementationofcementproduction.Keywords:cementproduction;optimizecontrol;advancedcontrolsystem1概述水泥生产从原燃料制备、熟料烧成到水泥制成以及相配套的低温余热发电,属于典型的流程型生产,其中包含了复杂的化学变化与多样的物理形变。水泥及熟料生产过程中的工艺稳定、能耗、污染排放及设备运行都是各方重点关注的对象。水泥生产传统上由人工操作,不同的操作人员在应对原燃料、工况、质量变化与突发故障的情况时,因自身的知识、经验及关注点的差异性,会造成不同的结果。实时、动态的做到提质增效、节能降耗、减排,是每个水泥工厂必须要实现的目标,完全依靠人工操作面临着很大的挑战,甚至无法实现。当今数字控制技术与计算机网络技术相结合,各种经典控制理论与新兴控制算法已加快应用于生产实践中,并且出现了多种演化趋势。伴随着中国制造202...