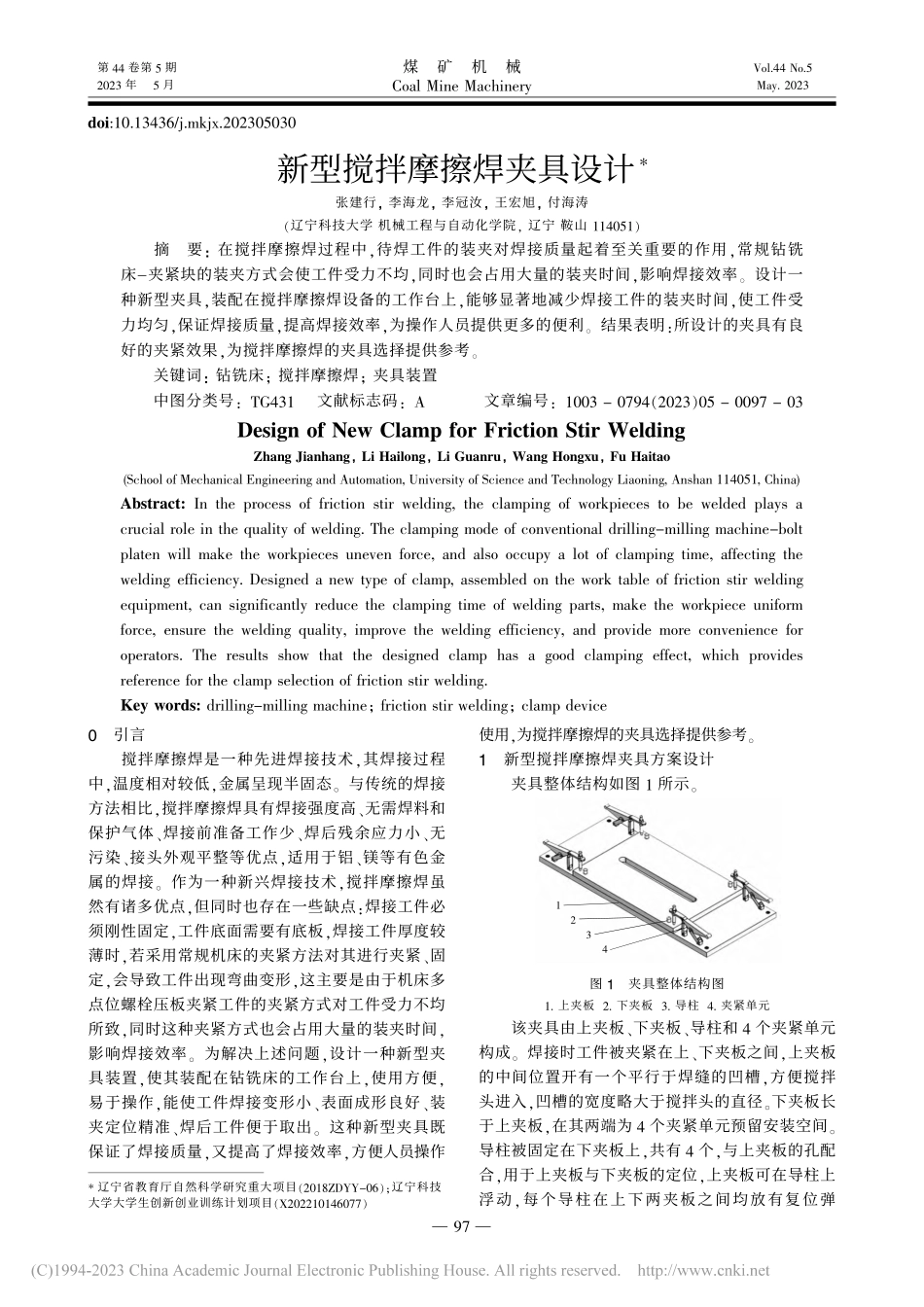
煤矿机械CoalMineMachineryVol.44No.5May.2023第44卷第5期2023年5月doi:10.13436/j.mkjx.2023050300引言搅拌摩擦焊是一种先进焊接技术,其焊接过程中,温度相对较低,金属呈现半固态。与传统的焊接方法相比,搅拌摩擦焊具有焊接强度高、无需焊料和保护气体、焊接前准备工作少、焊后残余应力小、无污染、接头外观平整等优点,适用于铝、镁等有色金属的焊接。作为一种新兴焊接技术,搅拌摩擦焊虽然有诸多优点,但同时也存在一些缺点:焊接工件必须刚性固定,工件底面需要有底板,焊接工件厚度较薄时,若采用常规机床的夹紧方法对其进行夹紧、固定,会导致工件出现弯曲变形,这主要是由于机床多点位螺栓压板夹紧工件的夹紧方式对工件受力不均所致,同时这种夹紧方式也会占用大量的装夹时间,影响焊接效率。为解决上述问题,设计一种新型夹具装置,使其装配在钻铣床的工作台上,使用方便,易于操作,能使工件焊接变形小、表面成形良好、装夹定位精准、焊后工件便于取出。这种新型夹具既保证了焊接质量,又提高了焊接效率,方便人员操作使用,为搅拌摩擦焊的夹具选择提供参考。1新型搅拌摩擦焊夹具方案设计夹具整体结构如图1所示。图1夹具整体结构图1.上夹板2.下夹板3.导柱4.夹紧单元该夹具由上夹板、下夹板、导柱和4个夹紧单元构成。焊接时工件被夹紧在上、下夹板之间,上夹板的中间位置开有一个平行于焊缝的凹槽,方便搅拌头进入,凹槽的宽度略大于搅拌头的直径。下夹板长于上夹板,在其两端为4个夹紧单元预留安装空间。导柱被固定在下夹板上,共有4个,与上夹板的孔配合,用于上夹板与下夹板的定位,上夹板可在导柱上浮动,每个导柱在上下两夹板之间均放有复位弹*辽宁省教育厅自然科学研究重大项目(2018ZDYY-06);辽宁科技大学大学生创新创业训练计划项目(X202210146077)新型搅拌摩擦焊夹具设计*张建行,李海龙,李冠汝,王宏旭,付海涛(辽宁科技大学机械工程与自动化学院,辽宁鞍山114051)摘要:在搅拌摩擦焊过程中,待焊工件的装夹对焊接质量起着至关重要的作用,常规钻铣床-夹紧块的装夹方式会使工件受力不均,同时也会占用大量的装夹时间,影响焊接效率。设计一种新型夹具,装配在搅拌摩擦焊设备的工作台上,能够显著地减少焊接工件的装夹时间,使工件受力均匀,保证焊接质量,提高焊接效率,为操作人员提供更多的便利。结果表明:所设计的夹具有良好的夹紧效果,为搅拌摩擦焊的夹具选择提供参考。关键词:钻铣床;搅拌摩擦焊;夹具装置中...