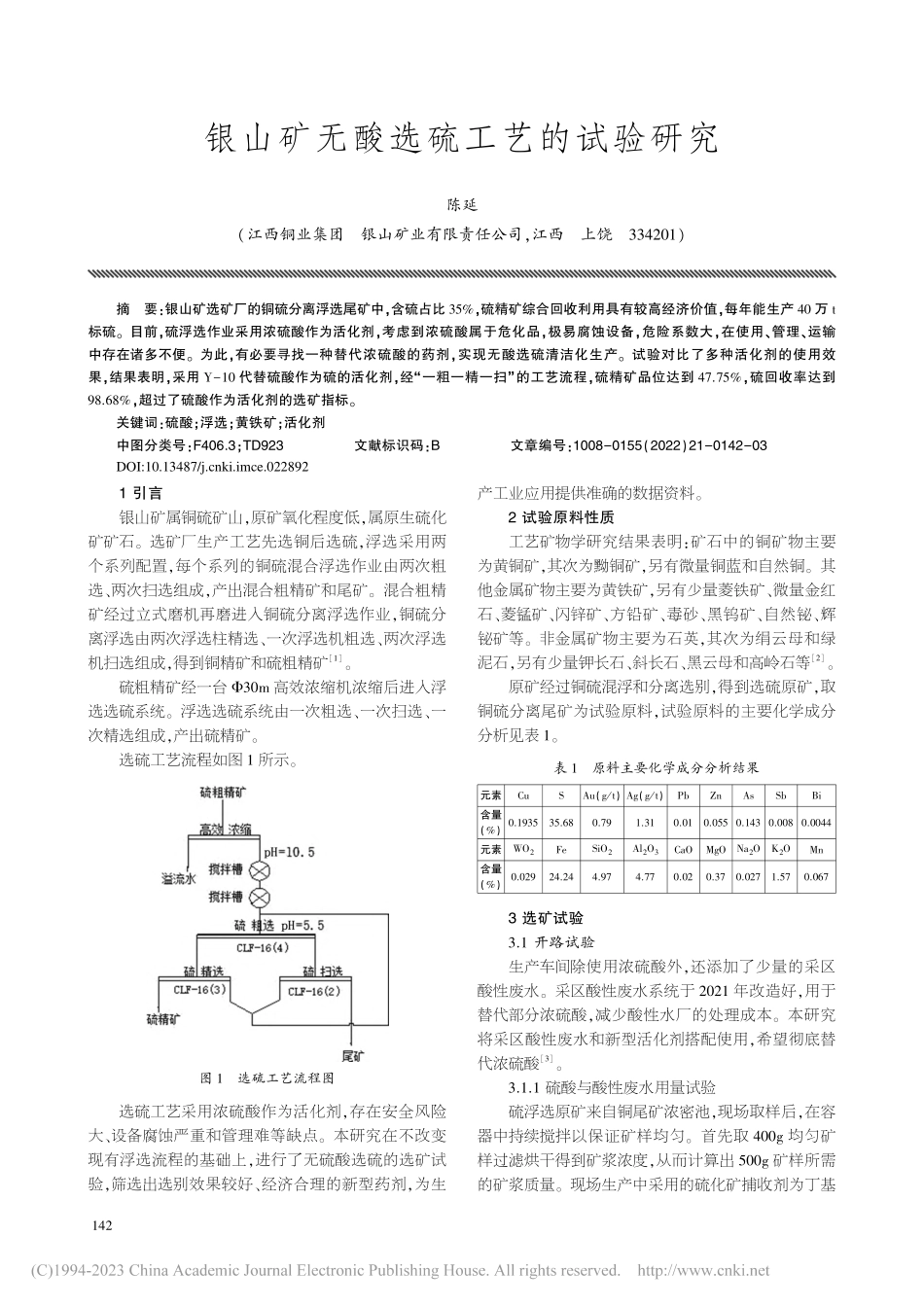
银山矿无酸选硫工艺的试验研究陈延(江西铜业集团银山矿业有限责任公司,江西上饶334201)摘要:银山矿选矿厂的铜硫分离浮选尾矿中,含硫占比35%,硫精矿综合回收利用具有较高经济价值,每年能生产40万t标硫。目前,硫浮选作业采用浓硫酸作为活化剂,考虑到浓硫酸属于危化品,极易腐蚀设备,危险系数大,在使用、管理、运输中存在诸多不便。为此,有必要寻找一种替代浓硫酸的药剂,实现无酸选硫清洁化生产。试验对比了多种活化剂的使用效果,结果表明,采用Y-10代替硫酸作为硫的活化剂,经“一粗一精一扫”的工艺流程,硫精矿品位达到47.75%,硫回收率达到98.68%,超过了硫酸作为活化剂的选矿指标。关键词:硫酸;浮选;黄铁矿;活化剂中图分类号:F406.3;TD923文献标识码:B文章编号:1008-0155(2022)21-0142-031引言银山矿属铜硫矿山,原矿氧化程度低,属原生硫化矿矿石。选矿厂生产工艺先选铜后选硫,浮选采用两个系列配置,每个系列的铜硫混合浮选作业由两次粗选、两次扫选组成,产出混合粗精矿和尾矿。混合粗精矿经过立式磨机再磨进入铜硫分离浮选作业,铜硫分离浮选由两次浮选柱精选、一次浮选机粗选、两次浮选机扫选组成,得到铜精矿和硫粗精矿[1]。硫粗精矿经一台Φ30m高效浓缩机浓缩后进入浮选选硫系统。浮选选硫系统由一次粗选、一次扫选、一次精选组成,产出硫精矿。选硫工艺流程如图1所示。图1选硫工艺流程图选硫工艺采用浓硫酸作为活化剂,存在安全风险大、设备腐蚀严重和管理难等缺点。本研究在不改变现有浮选流程的基础上,进行了无硫酸选硫的选矿试验,筛选出选别效果较好、经济合理的新型药剂,为生产工业应用提供准确的数据资料。2试验原料性质工艺矿物学研究结果表明:矿石中的铜矿物主要为黄铜矿,其次为黝铜矿,另有微量铜蓝和自然铜。其他金属矿物主要为黄铁矿,另有少量菱铁矿、微量金红石、菱锰矿、闪锌矿、方铅矿、毒砂、黑钨矿、自然铋、辉铋矿等。非金属矿物主要为石英,其次为绢云母和绿泥石,另有少量钾长石、斜长石、黑云母和高岭石等[2]。原矿经过铜硫混浮和分离选别,得到选硫原矿,取铜硫分离尾矿为试验原料,试验原料的主要化学成分分析见表1。表1原料主要化学成分分析结果元素CuSAu(g/t)Ag(g/t)PbZnAsSbBi含量(%)0.193535.680.791.310.010.0550.1430.0...