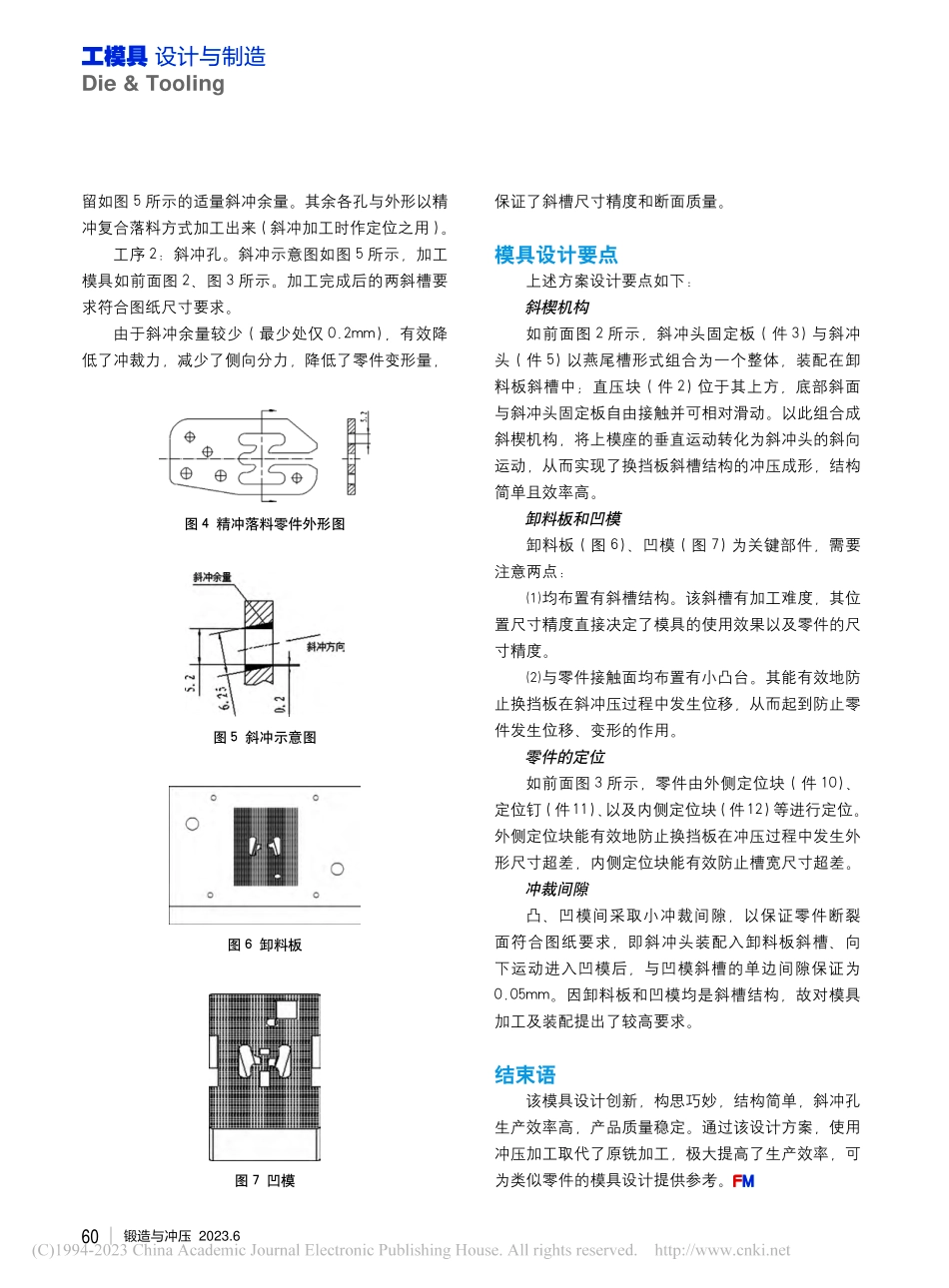
592023.6Forging&MetalformingDie&Tooling工模具设计与制造一种斜冲孔模的创新设计文/代群,宋洪忠·武汉泛洲精冲有限公司汽车手动变速器常使用一种王形槽结构的换挡板,该王形槽起到换挡导向作用。为配合换挡杆的运动角度,保证更好的换挡性能和换挡手感,王形槽的上下两横槽需设计成对称布置的斜槽结构,如图1所示,该零件材料为20#钢,各槽均有较高的位置度要求。零件按图3定位、放置于凹模上表面,工作过程为:如图2所示,当冲裁开始时,上模垂直向下运动,卸料板(件6)的下表面压紧零件;同时,利用斜楔机构(件2、件3)将垂直冲压力转变为斜孔方向的冲压力,推动两斜冲头(件5)在卸料板(件6)内沿斜槽方向运动,冲入零件内实现冲裁加工;冲裁完成后上模上行,在聚氨酯(件4)的弹性作用下卸料板向下运动,使斜冲头脱离零件,至此完成斜孔冲裁过程。工艺方案为降低斜冲难度,零件工艺方案制定如下:工序1:精冲落料。精冲落料零件外形见图4。在此过程中,两斜槽预加工出宽度为5.2mm的直槽,图1换挡板产品图由于常规的冲压加工,其冲裁方向是垂直于材料表面的,故无法实现对上述两斜槽的冲孔加工,因此,目前一般采取铣加工的方式进行生产。但该加工方式的生产效率极低,单件加工时间约需3min,每班仅生产140~150件。按月产量6000件计算,最少需工时40个班,同时至少需配备专用加工中心一台。同时,在切削加工过程中,随着刀具的磨损易在槽口产生卷曲毛刺,严重影响产品质量。该工序成为瓶颈工序,将极大地影响产品供货周期。模具设计方案及工艺方案模具设计方案通过理论联系实际,突破常规模具设计思维,成功设计出一种全新的模具结构(图2),能实现同时冲裁两对称斜槽。1-上固定板2-直压块3-斜冲头固定板4-聚氨酯5-斜冲头6-卸料板7-凹模8-下垫板9-下模座图2斜冲孔模主视图图3斜冲孔模俯视图10-外侧定位块11-定位钉12-内侧定位块锻造与冲压2023.660Die&Tooling工模具设计与制造留如图5所示的适量斜冲余量。其余各孔与外形以精冲复合落料方式加工出来(斜冲加工时作定位之用)。工序2:斜冲孔。斜冲示意图如图5所示,加工模具如前面图2、图3所示。加工完成后的两斜槽要求符合图纸尺寸要求。由于斜冲余量较少(最少处仅0.2mm),有效降低了冲裁力,减少了侧向分力,降低了零件变形量,保证了斜槽尺寸精度和断面质量。模具设计要点上述方案设计要点如下:斜楔机构如前面图2所示,斜冲头固定板(件3)与斜冲头(件5)以燕尾槽形式组合为一个整体,装配在卸料板斜...