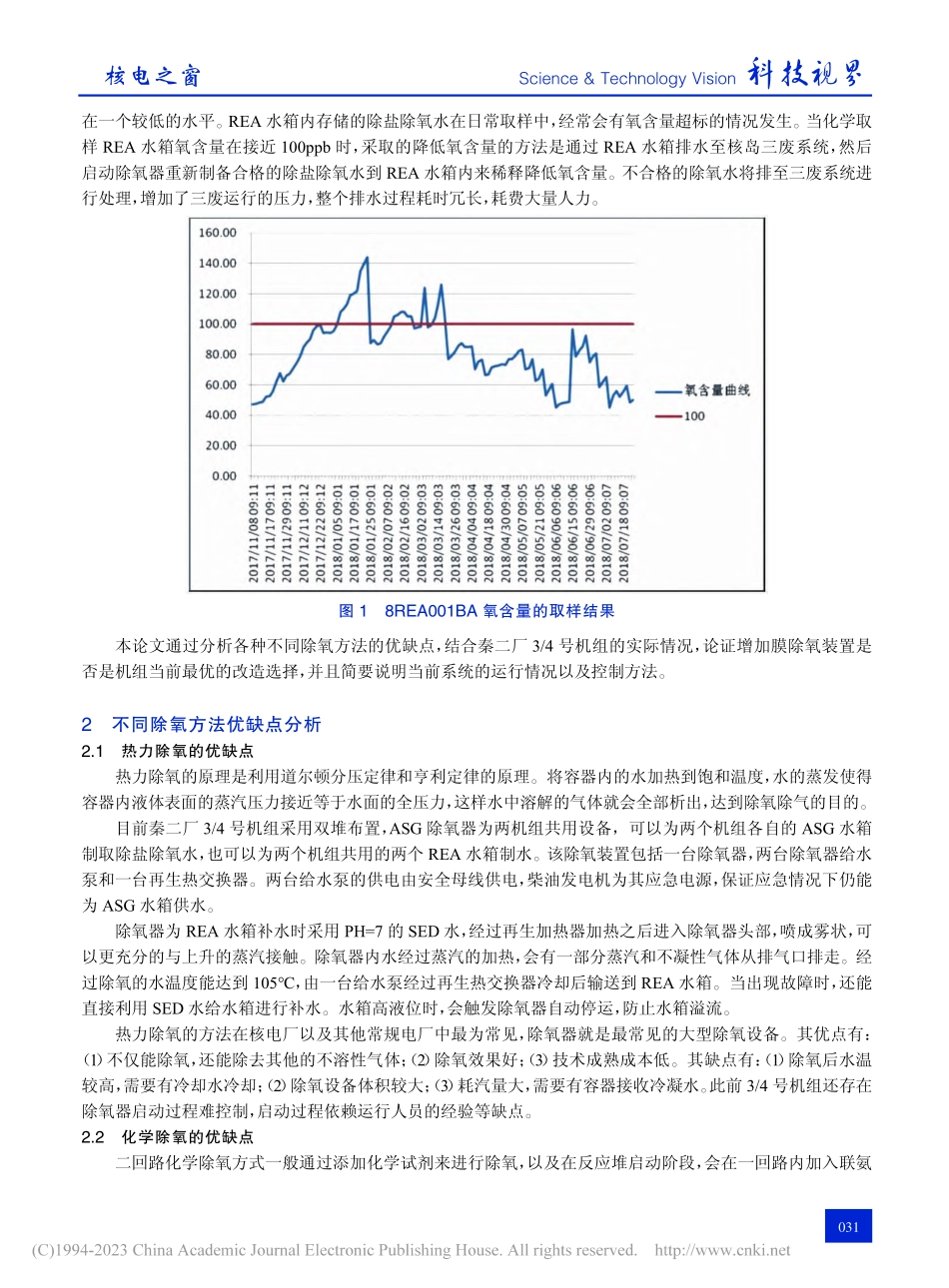
科技视界Science&TechnologyVisionDOI:10.19694/j.cnki.issn2095-2457.2022.30.09增加膜除氧装置解决氧含量高问题的探讨周晨光李蔚然笪浩刘龙(中核核电运行管理有限公司,浙江海盐314000)■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■【摘要】秦二厂3/4号机组除盐水箱氧含量长期偏高,影响一回路的安全稳定运行,而且排向三废系统造成运行压力增大。因此必须通过维修及改造方法降低氧含量,结合机组现有条件以及不同除氧技术的优缺点进行合理选择,最终通过技改增加膜除氧装置,解决水箱氧含量高的问题,减轻人员的工作量。【关键词】核电厂;膜除氧;催化除氧;除盐除氧水■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■1背景1.1核电厂给水控制低溶解氧含量的重要性核电厂内不管是一回路还是二回路,都要保持较低的溶解氧的含量。氧含量如果超标,会严重影响厂内设备、金属管道的使用寿命。如果一回路管道受到腐蚀,就会存在着很大的安全隐患。在中子辐照下,一回路腐蚀产物会被活化,从而带有放射性,随着一回路内水的循环达到管道各个区域,容易积聚在过滤器,死管段等地方,大大增加了人员受辐照的剂量。因此,一回路水的除氧效果是一个直接影响电厂安全运行的因素。除盐水从除盐水水箱到一回路循环的整个过程中,除氧可以分成两步进行。第一步是通过ASG系统的除氧器将除盐水除氧后储存在REA水箱内。反应堆启动阶段,整个一回路还处于氧环境下,需要在一回路内通过化学添加联氨来进行除氧。正常运行时,除了消除流体内的氧,还要防止水的辐照分解产生氧,通过容控箱加氢来抑制水的辐照分解,从而大大减少一回路水的含氧量,减少管道和设备的腐蚀。1.2氧含量偏高的原因分析秦二厂3/4号机除盐除氧水箱氧含量在技改之前始终接近在高限值,原因跟水箱的结构有关。水箱的结构是浮顶结构,水箱与浮顶之间有一圈胶皮。胶皮的一端连接在水箱壁的5米位置,另一端与浮顶相连,正常运行控制浮顶最高升至10米位置。当液位上升或者下降时,浮顶会跟随液位上升或者下降。在水箱1米位置有一挡块,排水低于1米时,浮顶会在1米位置卡住,不会继续下降。当一个排空的REA水箱需要充水时,首先要对REA水箱排气,因为罐子排空时,里面留有一段空气,排气过程中除氧水难免与空气相接触,有一定程度的复氧。胶皮随着浮顶运动的过程中会被拉伸和挤压,在顶部时拉伸最大,在中间位置时挤压最严...