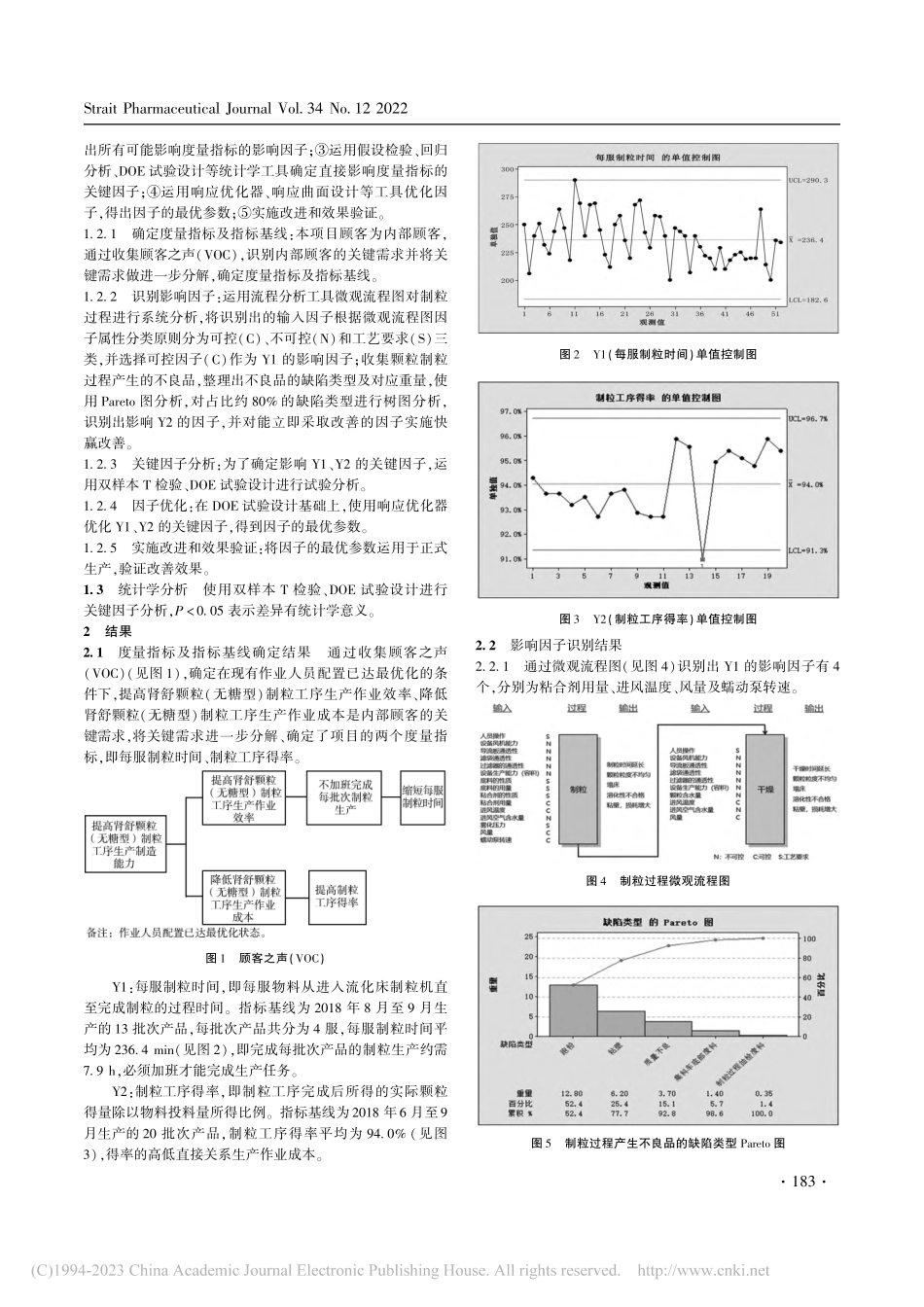
应用精益六西格玛提高肾舒颗粒(无糖型)制粒工序生产制造能力尤恬妮(厦门中药厂有限公司,福建厦门361000)摘要:目的提高肾舒颗粒(无糖型)制粒工序生产制造能力。方法应用精益六西格玛DMAIC流程开展项目,通过收集内部顾客之声以确定度量指标及指标基线,使用微观流程图、Pareto图、树图识别出影响度量指标的影响因子,运用双样本T检验、DOE试验设计确定关键因子,最后使用响应优化器进行因子优化并实施改进和效果验证。结果确定了Y1(每服制粒时间)、Y2(制粒工序得率)两个度量指标及指标基线,识别出10个影响Y1、Y2的影响因子,最后确定了6个关键因子,使用响应优化器输出因子的最优参数并实施改进,经过效果验证证明Y1由平均236.4min降低到189.8min,Y2由平均94.0%提高到96.3%。结论肾舒颗粒(无糖型)等颗粒剂产品制粒时间、得率与粘合剂用量、进风温度、风量和蠕动泵转速密切相关,在生产过程中应进行有效控制。关键词:肾舒颗粒(无糖型);生产制造能力;每服制粒时间;制粒工序得率;精益六西格玛中图分类号:R95文献标识码:B文章编号:1006⁃3765(2022)⁃12⁃0182⁃06ApplyingLeanSixSigmatoImprovetheManufacturingCapacityoftheGranulationProcessofShenShuGranuleYOUTian⁃ni(XiamentraditionalChineseMedicineFactoryCo.,Ltd,Fujian,Xiamen361000,China)ABSTRACT:OBJECTIVEToimprovethemanufacturingcapacityofthegranulationprocessofShenShuGranule(sugar⁃freetype).METHODSTheLeanSixSigmaDMAICprocesswasappliedtocarryouttheproject,internalcustomervoiceswerecollectedtodeterminethemetricindexandindexbaseline,themicroflowchart,paretodiagramandtreediagramwereusedtoidentifytheinfluenc...