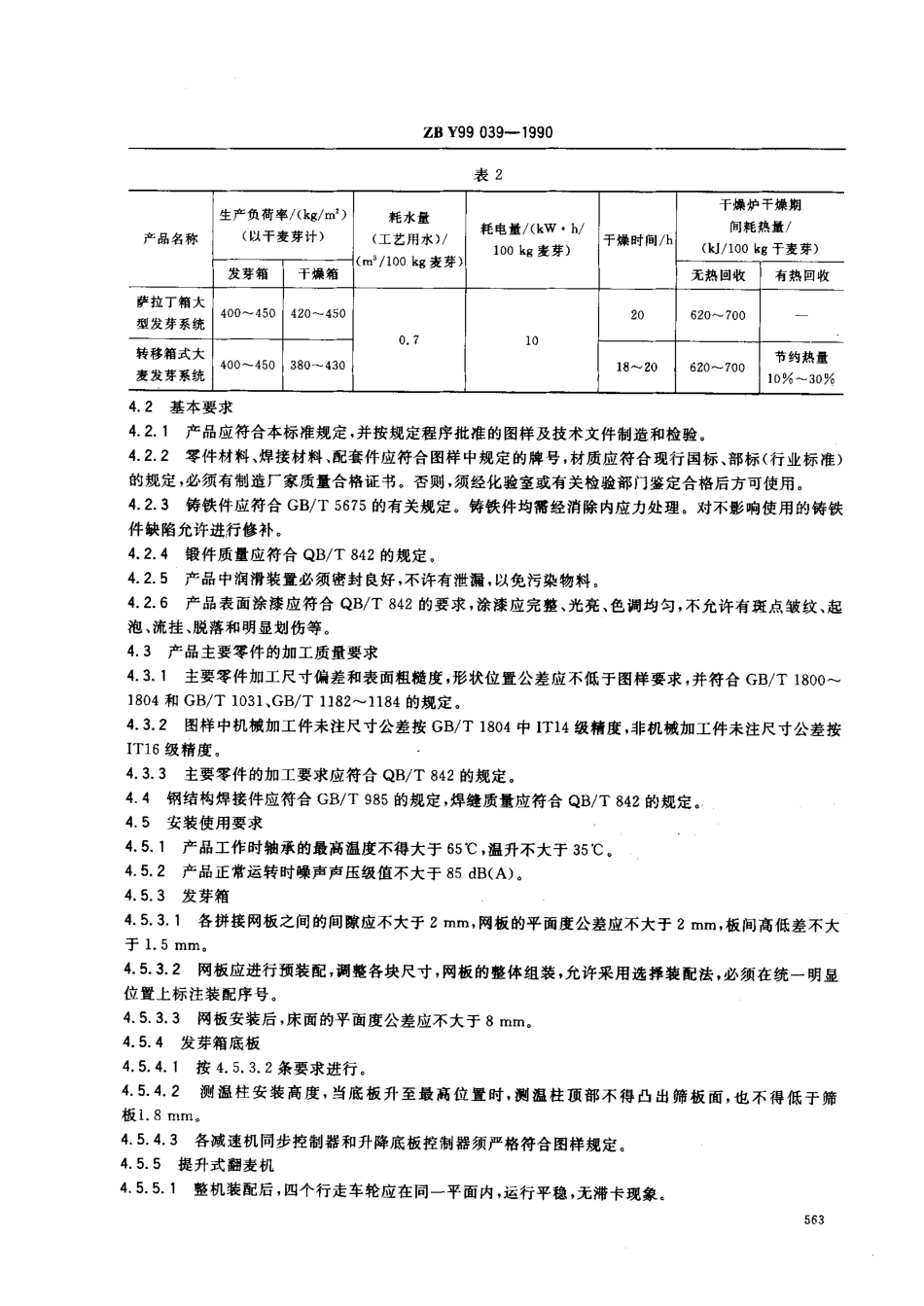
中华人民共和国专业标准ZBY99039-1990箱式大麦发芽系统1主顺内容与适用范围本标准规定了箱式大麦发芽系统的主要产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于箱式大麦发芽系统的主要设备(以下简称“产品”)。2引用标准GB/T191包装储运图示标志GB/T985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T1031表面粗糙度参数及其数值GB/T1182^-1184形状和位置公差GB/T1800^1804公差与配合GB/T5675灰铸铁分级JB/T8产品标牌JB/T2759机电产品包装通用技术条件QB/T842轻工机械衡器通用技术条件QB/T917制酒机械产品型号编制方法3产品分类3.1品种产品按结构型式和工作特点分为:萨拉丁箱大麦发芽系统和转移箱式大麦发芽系统。3.2型号3.2.1产品型号编制按QB/T917规定,由下列三个单元组成。口口口第三单元表示产品主要参数:生产能力吨/年第二单元表示产品型式:萨(Sa)拉丁箱(Xiang)式转(Zhuan)移箱(Xiang)式第一单元表示制酒机械专业代号:酒(Jiu)3.2.2产品标记示例年产麦芽6000t萨拉丁箱式大麦发芽系统,产品全称为:JSX6萨拉丁箱大麦发芽系统年产麦芽10000t转移箱式大麦发芽系统,产品全称为:JZXlo转移箱式大麦发芽系统中华人民共和国轻工业部1990-02-07批准1990-07-01实施561ZBY99039-19903.3结构型式、规格见表1,表1产品全称生产能力/(t/年)JSX6萨拉丁箱大麦发芽系统JSX8萨拉丁箱大麦发芽系统JSX15萨拉丁箱大麦发芽系统JZXlo转移箱式大麦发茅系统JZX2。转移箱式大麦发芽系统60008000150001000020000注:型号中的主要参数X1000单位,为年产麦芽吨数.3.4产品包括下列设备3.4.1萨拉丁箱大麦发芽系统主要有下列设备:a发芽箱;b.提升式翻麦机;c.卸料机;d.埋刮板输送机,e.转移小车;f.1.5t翻板升降装置;9.麦芽烘床;h.麦芽干燥炉;i.撤麦机。3.4.2转移箱式大麦发芽系统主要有下列设备:a.操纵轮柱,b.浸麦输送机;c.发芽箱底板,d.发芽箱升降装置;e.刮麦车;f.干燥箱底板;B.干燥箱升降装置;h.盖板开启装置;1.干麦芽埋刮板出料装置;J.干麦芽埋刮板式输送机;k热回收装置。4技术要求4.1技术指标见表2,ZBY99039-1990表2产品名称生产负荷率/(kg/-')(以干麦芽计)耗水量(工艺用水)/一(m'/100kg麦芽)耗电量/(kW"h/100kg麦芽)干燥时问/h干燥炉干燥期间耗热量/(ICI/100kg干麦芽)发芽箱干澡箱无热回收有热回收萨拉丁箱大型发芽系统400^-450420-4500.71020620-700400-450380-43018^-20620--700节约热量10%一30%转移箱式大麦发芽系统4.2基本要...