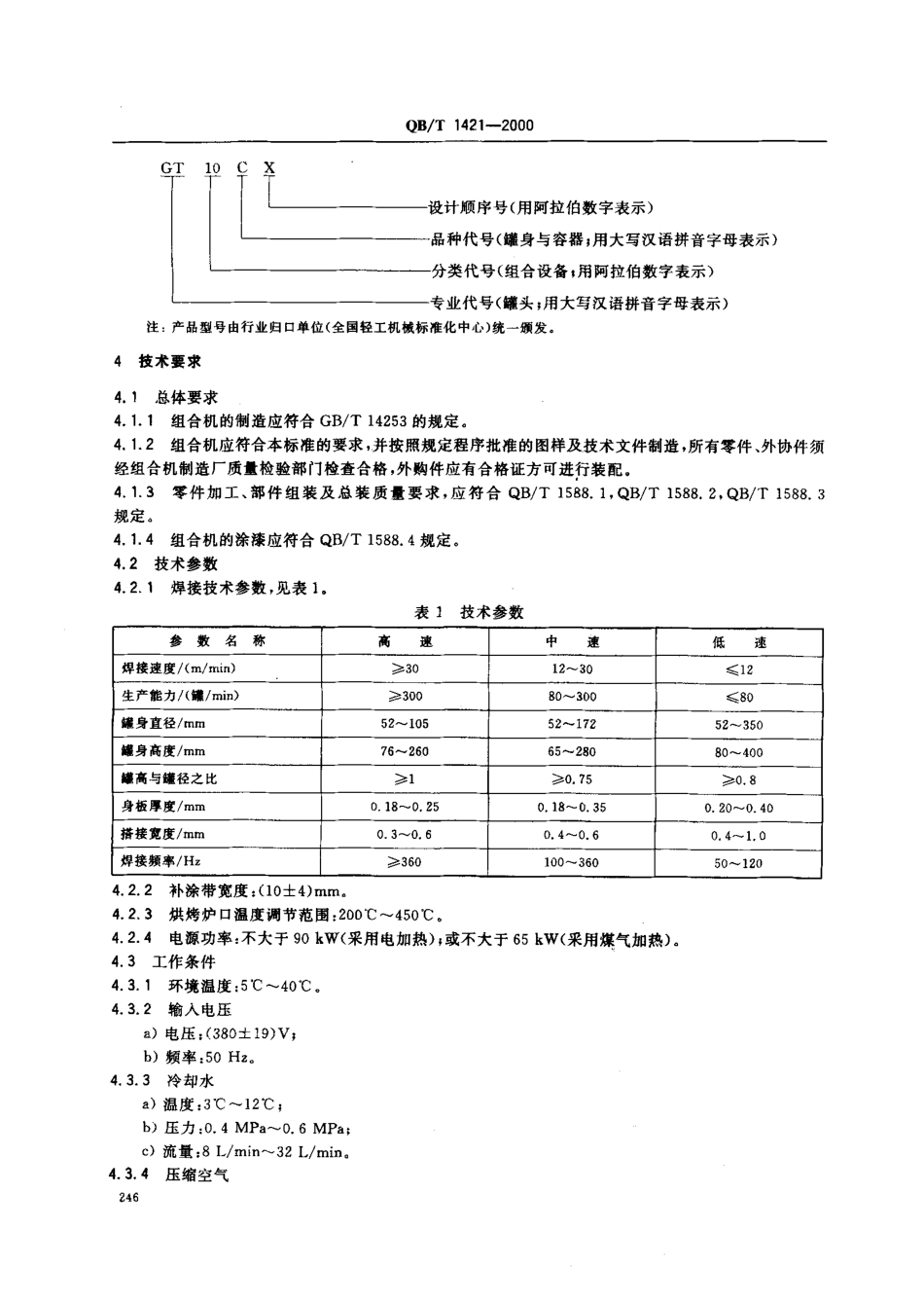
QB/T1421-2000前言本标准是对QB/T1421-1991《电阻焊罐身组合机》的修订。本标准在技术内容上与QB/T1421-1991有较大差异.—对原标准中的技术要求进行了较大修改。—取消了如下条款:1.在第2章“引用标准,中取消了QB/T842.4,QB/T842.5,QB/T842.6,ZBJ64008,ZBJ50004,JB/T2524共六项。2.取消了第8章“质it保证”。自本标准实施之日起,原轻工业部发布的行业标准QB/T1421-1991《电阻焊皓身组合机》废止。本标准由国家轻工业局行业管理司提出.本标准由全国轻工机械标准化技术委员会食品机械分技术委员会归口。本标准起草单位:北京航空工艺研究所(中国航空工业总公司第六二五研究所)、汕头轻工机械(集团)公司、中国航空工业总公司国营安中机械厂、青岛锻压机械集团公司。本标准主要起草人:陈芝光、郑志川、高文利、邢吉柏。中华人民共和国轻工行业标准QB/T1421-2000电阻焊罐身组合机代替QB/T1421-19911范围本标准规定了电阻焊罐身组合机的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于由成形、焊接、补涂和烘干等工序组成的食品及工业用薄钢板金属容器自动和半自动电阻焊罐身组合机(以下简称“组合机,’)。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T191-199。包装储运图示标志GB/T5226.1-1996工业机械电气设备第1部分:通用技术条件GB/T13306-1991标牌GB/T14253-1993轻工机械通用技术条件GB/T16768-1997金属切削机床噪声声压级的测定QB/T1588.1-1992轻工机械焊接件通用技术条件QB/T1588.2-1992轻工机械切削加工件通用技术条件QB/T1588.3-1992轻工机械装配通用技术条件QB/T1588.4-1993轻工机械涂漆通用技术条件QB/T1588.5-1996轻工机械包装通用技术条件3产品分类31按罐身规格分类a)大罐组合机:适用罐身直径99mm-350mm;b)小罐组合机:适用嗽身直径52mm-105mm,3.2按自动化程度分类a)半自动组合机:成形、焊接与补涂烘干等工序由单机完成;b)自动组合机:成形、焊接与补涂烘干等工序连续自动完成。3.3按焊接速度分类a)高速组合机:焊接速度)30m/min=b)中速组合机:焊接速度12m/min-30m/minic)低速组合机:焊接速度簇12m/min,3.4产品型号国家轻工业局2000-03-30批准2000-08-01实施245QB/T1421-2000GT10CX设计顺序号(用阿拉伯数字表示)品种代号(罐身与容器;用大写汉语拼音字母表示)分...