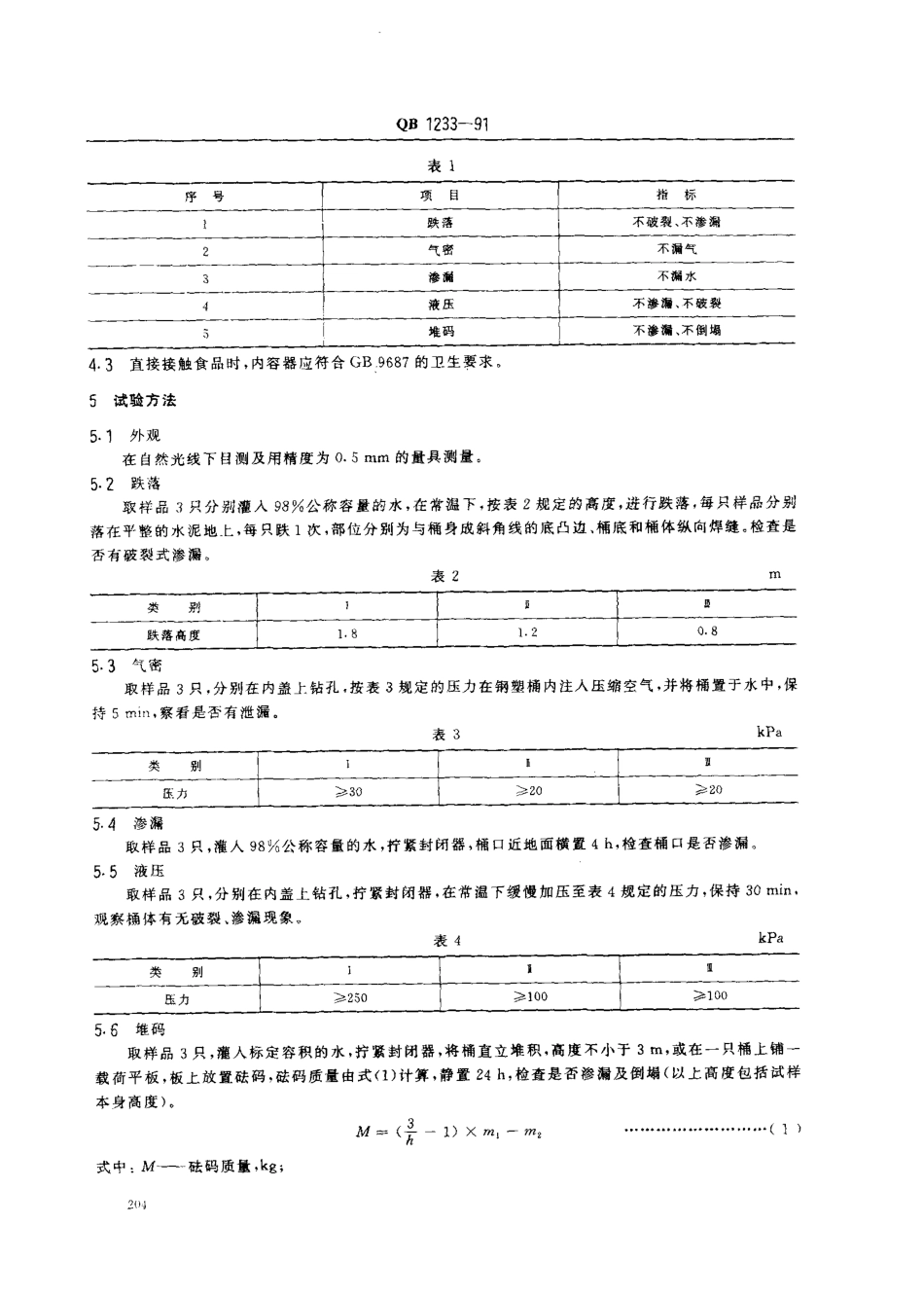
中华人民共和国轻工行业标准QB1233一91钢塑复合桶1主题内容与适用范围本标准规定了顶部非移动式钢塑复合桶的产品分类、技术要求飞试验方法、检验规则及标志、包装、运输、贮存。本标准适用于由聚乙烯塑料内容器(简称内容器)和外防护钢桶装配而成的顶部非移动式钢塑复合桶(简称钢塑桶)。产品主要用于化工、食品等工业的液体产品包装。罐装温度在60C以下,顶部可移动式的钢塑组合桶亦可参照使用。2引用标准GB3252001_闭口钢桶GB912碳素结构钢和低合金结构钢热轧薄钢板及钢带GB9687食品包装用聚乙烯成型品卫生标准3产品分类3,规格产品容量为50-200L.3-2型号产品型号由四部分组成。AHX一X钢塑桶的性能类别,分一钢塑桶的公称容量,1_内容器的材质,塑料一外防护桶的材质,钢板n、皿4技术条件4门外观4.1门钢塑桶圆整,无毛刺及严重机械损伤,无明显失圆凹瘪,凹瘪不多于2处,每处面积不大于桶身面积的。.7%0桶身外壁应光滑,桶身应有环筋,桶内应清洁干燥,无杂质。4.1.2内容器和钢桶、封闭器各组件配合适宜,桶口外盖顶面应至少低于桶端面2mm,4.1.3漆膜平整光滑,颜色均匀,无起皱和流淌等缺陷。4.2钢塑桶物理机械性能应符合表1的规定。中华人民共和国轻工业部1991一09-10批准1992一04一01实施QB1233-91序号表1项目指标跌落不破裂不渗漏车3直接接触食品时,内容器应符合GB:9687的卫生要求·5试验方法5.1外观在自然光线下目测及用精度为0.5nmm的量具测量。5.2跌落取样品3只分别灌人98%公称容量的水,在常温下,按表2规定的高度,进行跌落,每只样品分别落在平整的水泥地上,每只跌1次,部位分别为与桶身成斜角线的底凸边、桶底和桶体纵向焊缝检查是否有破裂式渗漏表Zm类别丁及理跌落高度181.20-85,3气密取样品3只,分别在内盖上钻孔,按表3规定的压力在钢塑捅内注人压缩空气,并将桶置于水中,保持5MI",察看是否有泄漏。表3kPa类别I一,__压力耍30I5.4渗漏取样品3只,灌人98%公称容量的水,拧紧封闭器,桶口近地面横置4h,检查桶口是否渗漏5.5液压取样品3只,分别在内盖上钻孔,拧紧封闭器,在常温下缓慢加压至表4规定的压力,保持30min观察桶体有无破裂、渗漏现象表qkPa类别II皿压力)250)100>1005fi堆码取样品3只,灌人标定容积的水,拧紧封闭器,将桶直立堆积,高度不小于3m,或在一只桶上铺一载荷平板,板上放置祛码,祛码质量由式(1)计算,静置24h,检查是否渗漏及倒塌(以上高度包括试样本身高度)。M二}h一:,Xm,一m2·..·。.。二。-..··.··。...