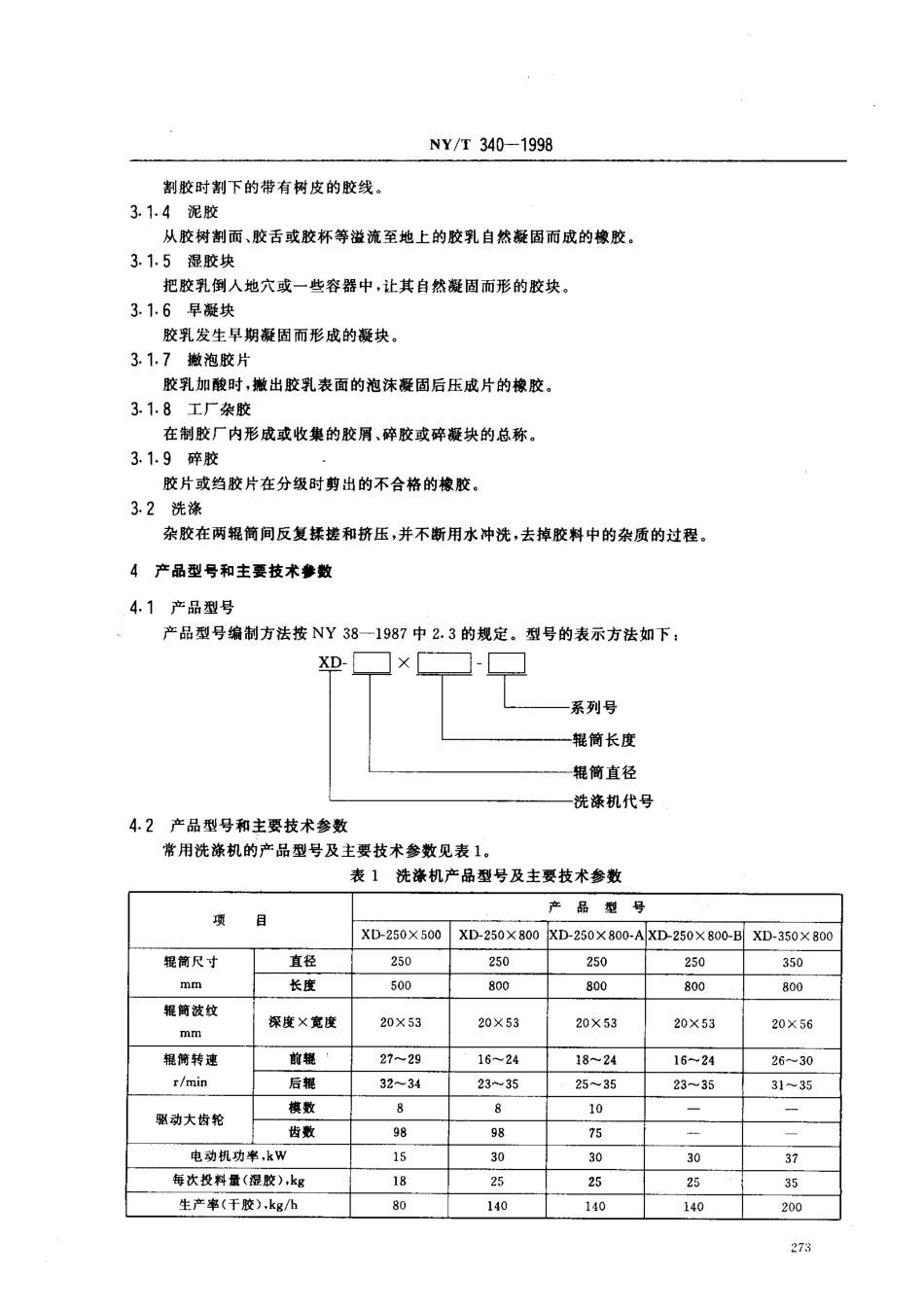
NY/T340-1998前言天然橡胶初加工机械洗涤机用于清洗天然橡胶杂胶中的杂质,是天然橡胶杂胶加工中的主要机械设备之一。本标准为首次制定,目前尚未搜集到有关的国际标准和国外先进标准。本标准为NY38-1987(原GB8091-1987)《天然橡胶初加工机械通用技术条件》的单机标准,与其配套使用。本标准由中华人民共和国农业部提出。本标准由农业部农垦局归口。本标准由海南省农垦营根机械厂负责起草,云南省热带作物机械厂、广东省湛江农垦第一机械厂参加起草.本标准主要起草人:陈旭东、杨永英、周志生。本标准委托海南省农垦营根机械厂负责解释。中华人民共和国农业行业标准天然橡胶初加工机械洗涤机NY/T340-1998Machineryforprimaryprocessingofnaturalrubber-Scrapwasher1范围本标准规定了天然橡胶初加工机械规则、标志、包装和运输。本标准适用于天然橡胶初加工机械洗涤机的产品型号、主要技术参数、技术要求、试骏方法、检验洗涤机(以下简称洗涤机)2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T699-1988优质碳素结构钢技术条件GB/T1184-1996形状和位置公差未注公差值GB/T1348-1988球墨铸铁件GB/T1801-1979公差与配合尺寸至500mm孔、轴公差带与配合GB/T2828-1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/丁3768-1996声学声压法测定噪声源声功率级反射面上方采用包络测量表面的简易法GB/T9439-1988灰铸铁件GB/T10095-1988渐开线圆柱齿轮精度GB/T11352-1989一般工程用铸造碳钢件GB/T13306-1991标牌N]/Z3-1983农机具涂漆NY38-1987天然橡胶初加工机械通用技术条件3定义本标准采用下列定义。3.1杂胶包括杯凝胶、胶线、树皮胶线、泥胶、湿胶块、早凝块、撇泡胶片、工厂杂胶和碎胶。3.1.1杯凝胶胶杯中胶乳自然凝固形成的凝块。3.1.2胶线橡胶树割口上残留的胶乳,自然凝固形成一条带状的橡胶。3.1.3树皮胶线中华人民共和国农业部1998-06-1,批准1999一01一01实施NY/'r340-1998割胶时割下的带有树皮的胶线。3门.4泥胶从胶树割面、胶舌或胶杯等溢流至地上的胶乳自然凝固而成的橡胶。3.1.5湿胶块把胶乳倒人地穴或一些容器中,让其自然凝固而形的胶块。3.1.6早凝块胶乳发生早期凝固而形成的凝块。3.1.7撇泡胶片胶乳加酸时,撇出胶乳表面的泡沫凝固后压成片的橡胶。3.1.8工厂杂胶在制胶厂内形成或收集的胶屑、...