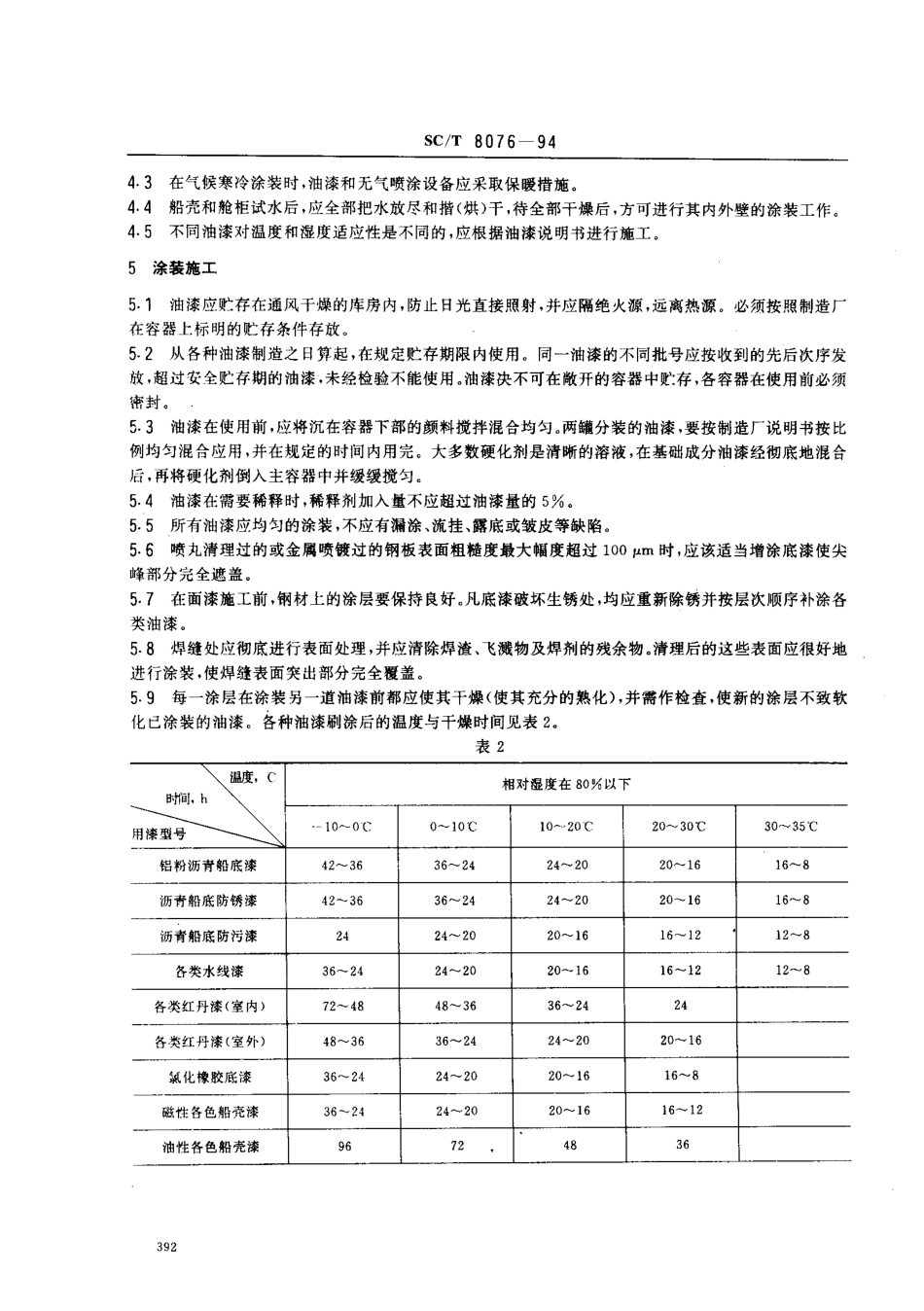
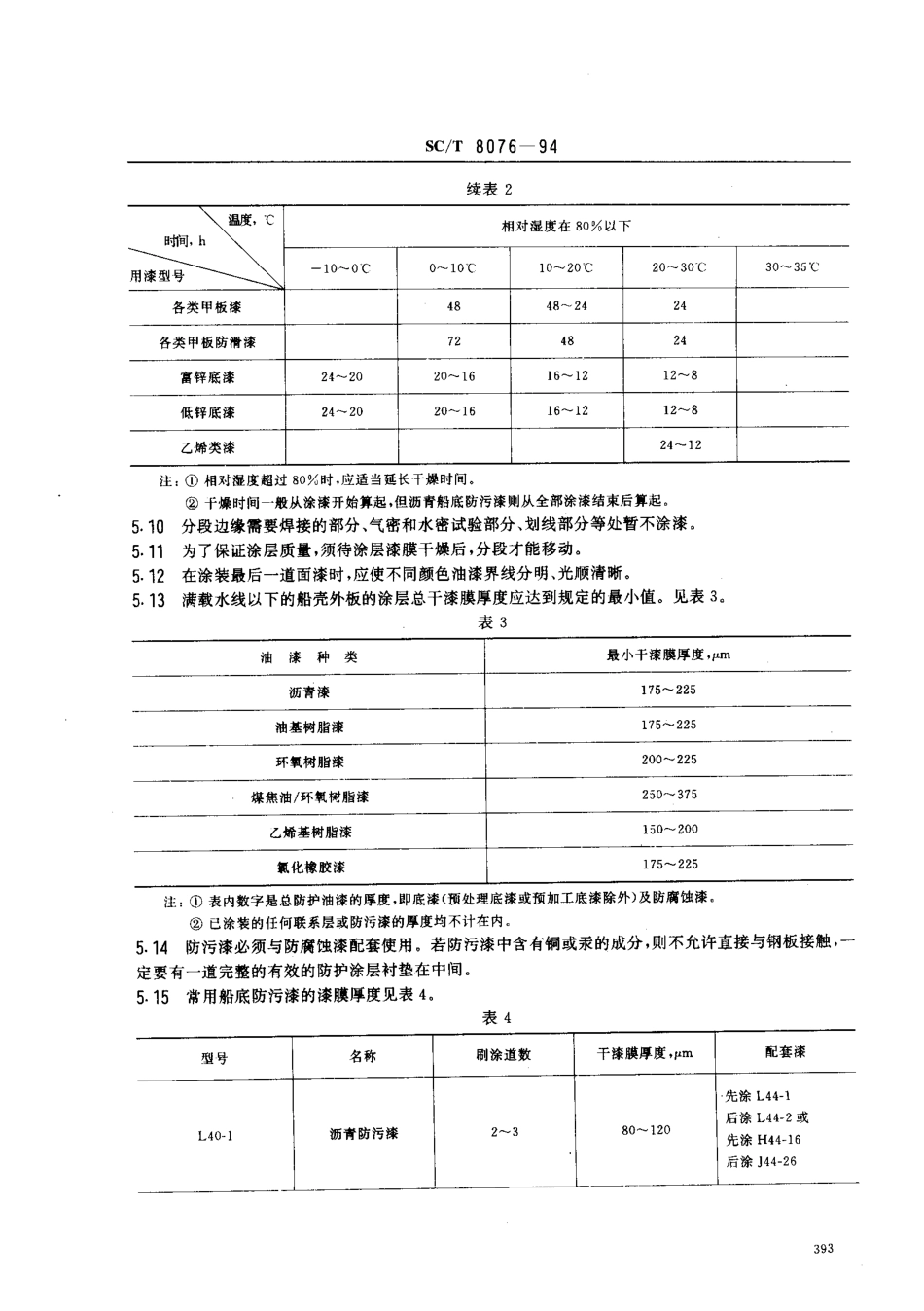
中华人民共和国水产行业标准SC/T8076一94渔船船体涂装技术要求代替SC76-831主题内容与适用范围本标准规定了船体涂装过程中基本的技术要求。本标准适用于新建钢质渔船船体涂装防护。渔船船体修理的涂装防护可参照执行2引用标准GB8923涂装前钢材表面锈蚀等级和除锈等级3表面处理I1表面处理对涂装是很重要的。钢材经表面处理后必须除去氧化皮、铁锈及油污。不同部位及不同油漆对除锈等级的要求按表1进行。表1一人船体主甲板以下夕卜表}及渔舱、水舱、油舱}其余部位涂装无机锌、环氧树脂、聚胺脂、乙烯类油漆Sa3,Sa专,St3Sa3,Sa专,Sa2,St3,St2涂装油性树脂和抓化橡胶油漆Sa专,Sa2,St3Sa合,Sa2,St23.2经过除锈的钢材表面在涂装前,应保持干净,不允许有水分和污染。第一道底漆要尽快涂上,应在清理后6h内完成。4环境条件4.1尽可能创造条件使所有的涂装工作在温暖、干燥、无污染的情况下进行,在恶劣的气候情况下,如室外的温度和大气湿度在极端条件时,应采取相应措施或停止涂装。4.1门涂装的理想条件:温度:10-30'C;‘相对湿度:小于70%,4.1.2涂装的极端条件:温度:低于5'C或高于35'C,;相对湿度:大于85%04.1.3不得在有霜、露、雪、雨水的船体表面上进行涂装。专门适用于潮湿表面或水下的油漆除外。4.2不得在烈日直射的条件下涂装。在30℃以上的炎热条件下进行喷漆时,必须避免干喷。中华人民共和国农业部1994一11一01批准1995一01一01实施SC/'r8076一94在气候寒冷涂装时,油漆和无气喷涂设备应采取保暖措施。船壳和舱柜试水后,应全部把水放尽和揩(烘)干,待全部干燥后,方可进行其内外壁的涂装工作。不同油漆对温度和湿度适应性是不同的,应根据油漆说明书进行施工。涂装施工43州455.1油漆应贮存在通风干燥的库房内,防止日光直接照射,并应隔绝火源,远离热源。必须按照制造厂在容器L标明的贮存条件存放。5.2从各种油漆制造之日算起,在规定贮存期限内使用。同一油漆的不同批号应按收到的先后次序发放,超过安全贮存期的油漆,未经检验不能使用。油漆决不可在敞开的容器中贮存,各容器在使用前必须密封。5.3油漆在使用前,应将沉在容器下部的颜料搅拌混合均匀。两罐分装的油漆,要按制造厂说明书按比例均匀混合应用,并在规定的时间内用完。大多数硬化剂是清晰的溶液,在基础成分油漆经彻底地混合后,再将硬化剂倒入主容器中并缓缓搅匀。5.4油漆在需要稀释时,稀释剂加入量不应超过油漆量的5%.5.5所有油漆应均匀的涂装,不应有漏涂、流挂、露底或皱皮等...