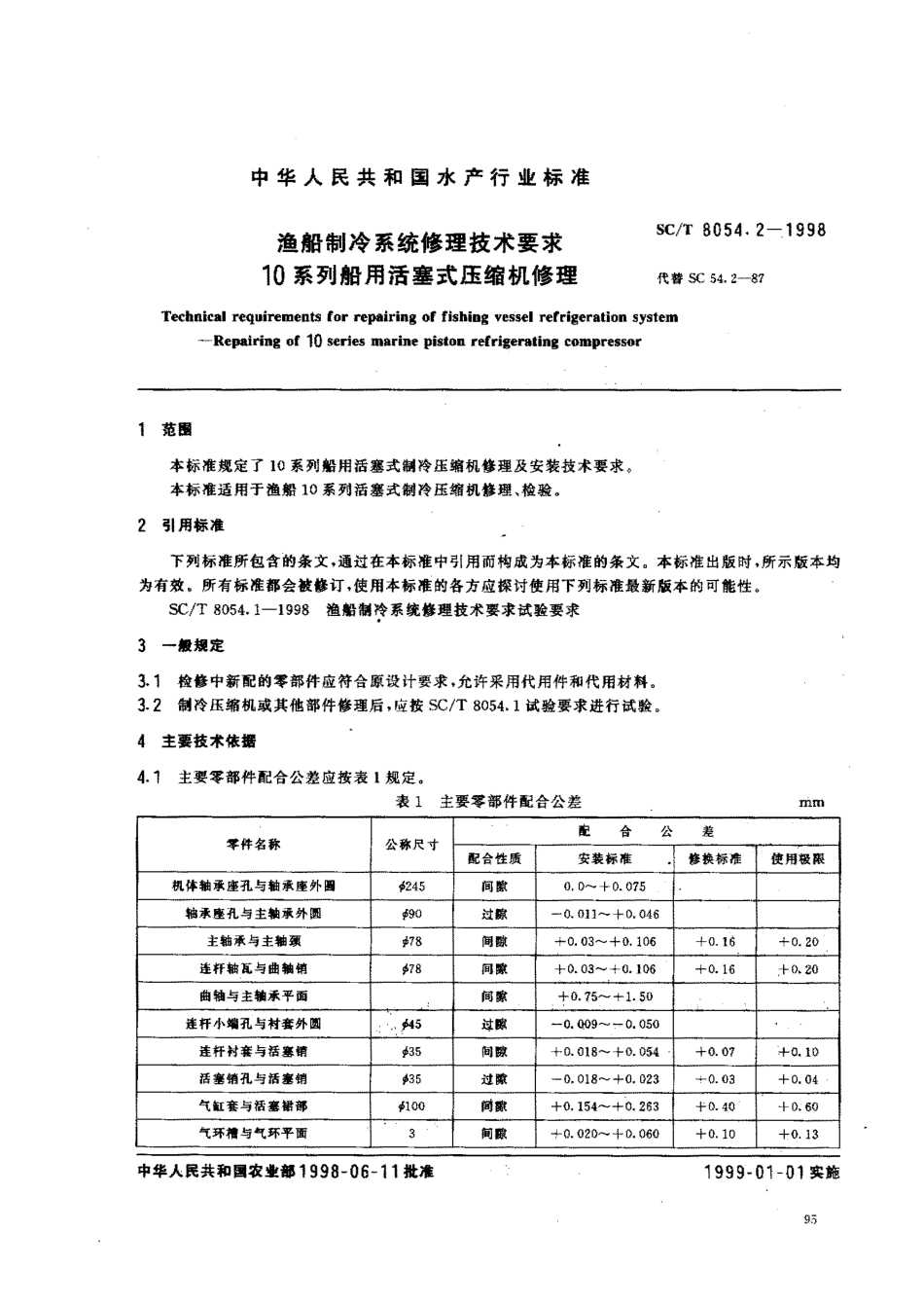
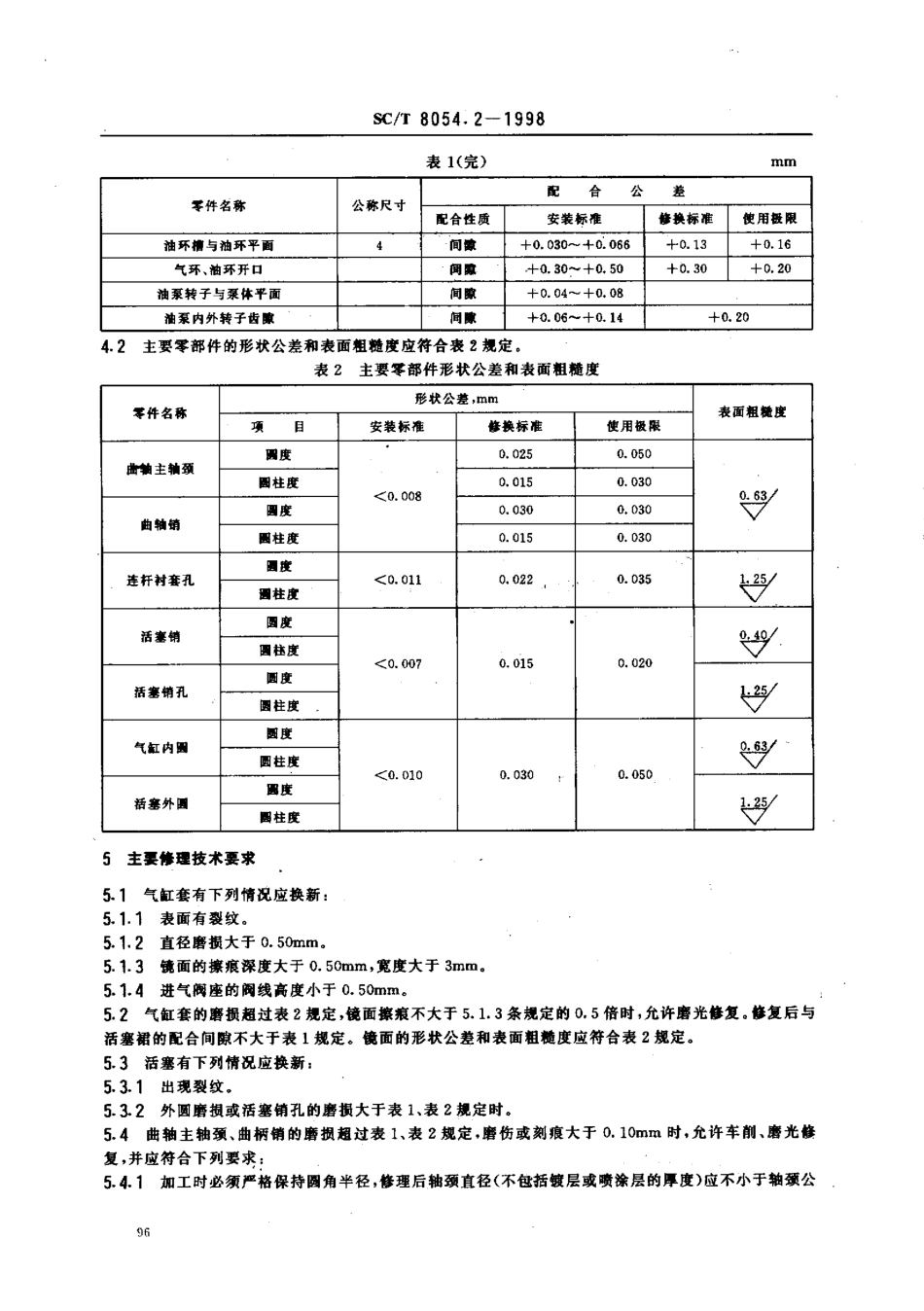
SC/T8054.2-1998前言e渔船冷截系统修理质量标准》于1980年由国家水产总局首次发布。1987年进行第一次修订,名称修订为《渔船氟利昂制冷系统修理技术要求》,内容变为三个分项标准,即:①试验要求;②10系列船用活塞式压缩机修理;③管路、辅助设备、绝热设施修理。本次修订对冷剂作特殊要求,部分内容做技术性修改,名称修订为:《渔船制冷系统修理技术要求》,仍保持三个分项标准的框架。本分项标准为《渔船制冷系统修理技术要求10系列船用活塞式压缩机修理》。本标准由全国渔船标准化技术委员会提出并归口。本标准起草单位:广州市海洋渔业公司、中国水产科学研究院质量标准化办公室本标准主要起草人:卢谋权、冯兆廷、魏广东。称科中华人民共和国水产行业标准渔船制冷系统修理技术要求14系列船用活塞式压缩机修理SC/T8054.2一1998代替SC54.2-87Technicalrequirementsforrepairingoffishingvesselrefrigerationsystem-Repairingof10seriesmarinepistonrefrigeratingcompressor1范围本标准规定了10系列船用活塞式制冷压缩机修理及安装技术要求。本标准适用于渔船10系列活塞式制冷压缩机修理、枪验。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。SC/T8054.1-1998渔船制冷系统修理技术要求试验要求3一艘规定3.1梭修中新配的零部件应符合原设计要求,允许采用代用件和代用材料。3.2制冷压缩机或其他部件修理后,应按SC/T8054.1试验要求进行试验。4主要技术依据4.,主要零部件配合公差应按表1规定。表1主要零部件配合公差mm零件名称公称尺寸皮合公差配合性质安装标准修换标准搜用极限机体轴承座孔与轴承座外圈0245何除010-+0.075轴承座孔与主轴承外圆090过晾-0.011^+0.046主轴承与主轴颐078间破十0.03^+0.106+0.16+0.20连杆轴瓦与曲轴铂乒78间眯十0.03^-+0.106+0.16十0.20曲轴与主轴承平面何眯十0.75~十1.50连杆小端孔与衬套外圆,好5过嗦-0.009~一0.050连杆衬套与活塞梢035间隙十0.018^-+0.054十0.乃7+0.10活塞销孔与活塞销435过晾一0.018^-+0.023+0.03+0.04气缸套与活塞裙部"100间砍十0.154-+0.263+0.40一卜060气环槽与气环平面3间晾+0.020-+0.060+0.10+0.13中华人民共和国农业部1998-06-11批准1999一41一01实施SC/T8054.2一1998表1(完)零件名称公称尺寸配合公差配合性质安装标准修换标准使用极限油环摘与油环平...