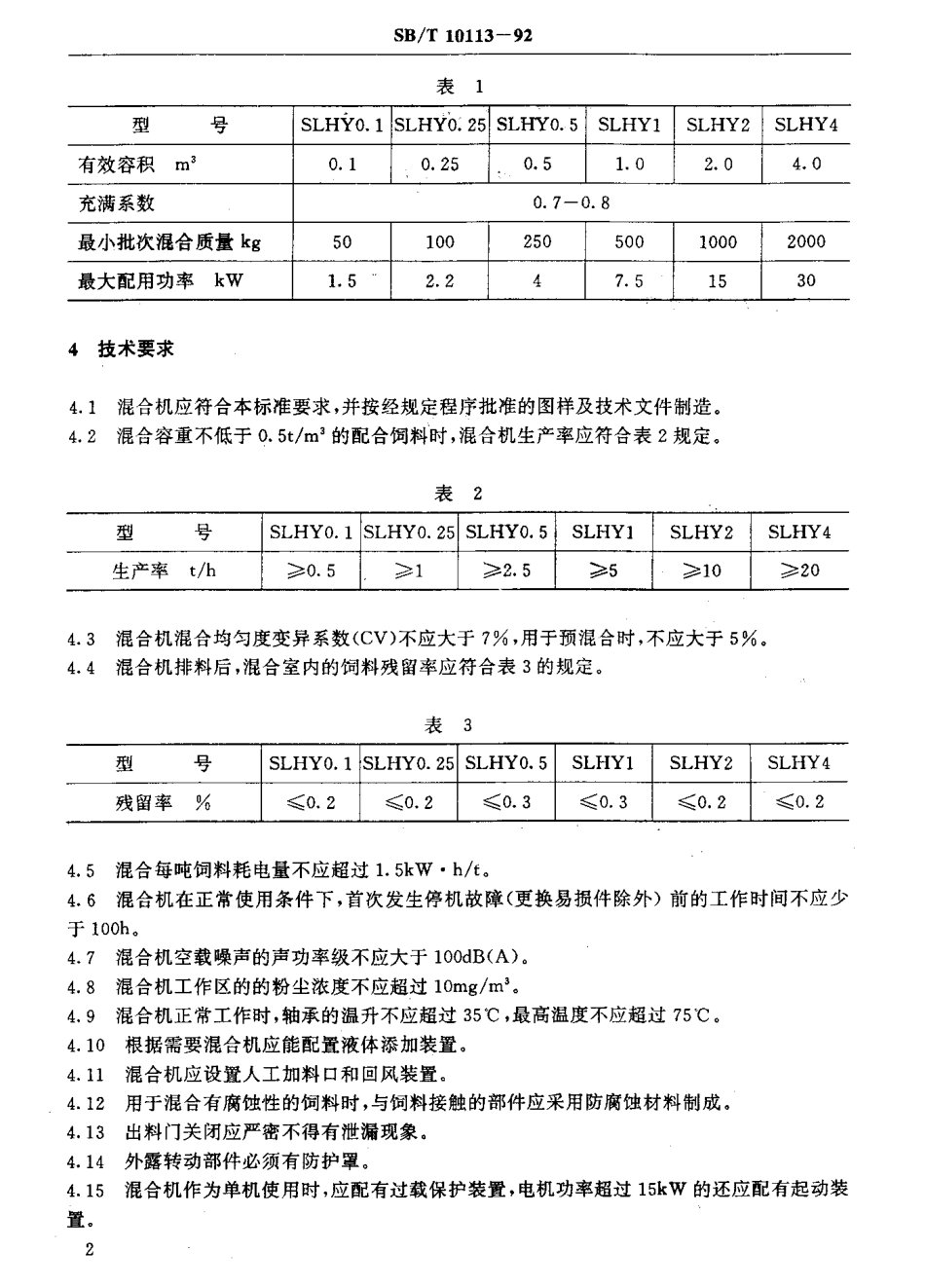
SB中华人民共和国行业标准SB/T10113^10126一92饲料机械1992-12.-30发布1993-06-01实施中华人民共和国商业部发布中华人民共和国行业标准卧式螺带混合机SB/T10113-92主题内容与适用范围本标准规定了卧式螺带混合机(以下简称“混合机11)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于分批混合粉状饲料的单轴混合机,同类产品亦应参照使用。2引用标准GB1353玉米GB6971饲料粉碎机试验方法GB5918配合饲料混合均匀度测定法GB3768噪声源声功率级的测定简易法3产品分类3,1规格及系列混合机规格用混合室的有效容积(立方米)表示,其系列为:0,1;0.25;0.5;1.0;l0;4}。。3.2型号混合机型号由专业代号、品种代号、型式代号及规格四部分组成。专业代号、品种代号、型式代号均用汉语拼音字母以大写表示;规格用阿位伯数字表示。示例:LHY2丁毛产品主要规格:有效容V,2m'一型式代号:叶带—品种代号:螺旋混合机—专业代号:饲料加工机械设备3.3基本参数混合机基本参数应符合表1的规定。中华人民共和国商业部1992-12-30批准1993-06一01实施tSB/T10113-92表型号SLHYO.1SLHYO.25SLHYo.5SLHY1SLHY2SLHY4有效容积m30.10.250.51.02.04.0充满系数0.7一0.8最小批次混合质量kg5010025050010002000最大配用功率kW1.52.247.515304技术要求:.混合机应符合本标准要求,并按经规定程序批准的图样及技术文件制造.混合容重不低于。.St/m'的配合饲料时,混合机生产率应符合表2规定。表型号SLHYO.1SLHYO.25SLHYO.5SLHYISLHY2SLHY4生产率t/h>O.5>1>2.5)5>10>20混合机混合均匀度变异系数(CV)不应大于7%,用于预混合时,不应大于5000混合机排料后,混合室内的饲料残留率应符合表3的规定。生屯表型号SLHYO.1SLHYO.25SLHYO.5SLHY1SLHY2SLHY4残留率%毛0.2毛0.2簇0.3(0.3簇0.2(O.24.5混合每吨饲料耗电量不应超过1.5kW"h/t,4.6混合机在正常使用条件下,首次发生停机故障(更换易损件除外)前的工作时间不应少于100h,4.7混合机空载噪声的声功率级不应大于100dB(A).4.8混合机工作区的的粉尘浓度不应超过1Omg/m',4.9混合机正常工作时,轴承的温升不应超过35'C,最高温度不应超过75`C,4.10根据需要混合机应能配置液体添加装置。4.11混合机应设置人工加料口和回风装置。4.12用于混合有腐蚀性的饲料时,与饲料接触的部件应采用防腐蚀材料制成。4.13出料门关闭应严密不得有泄漏现象。4.14外露转动部件必须有防护罩。4.15混合机作为单机使用时,应配有过载保护装置,电机功率...