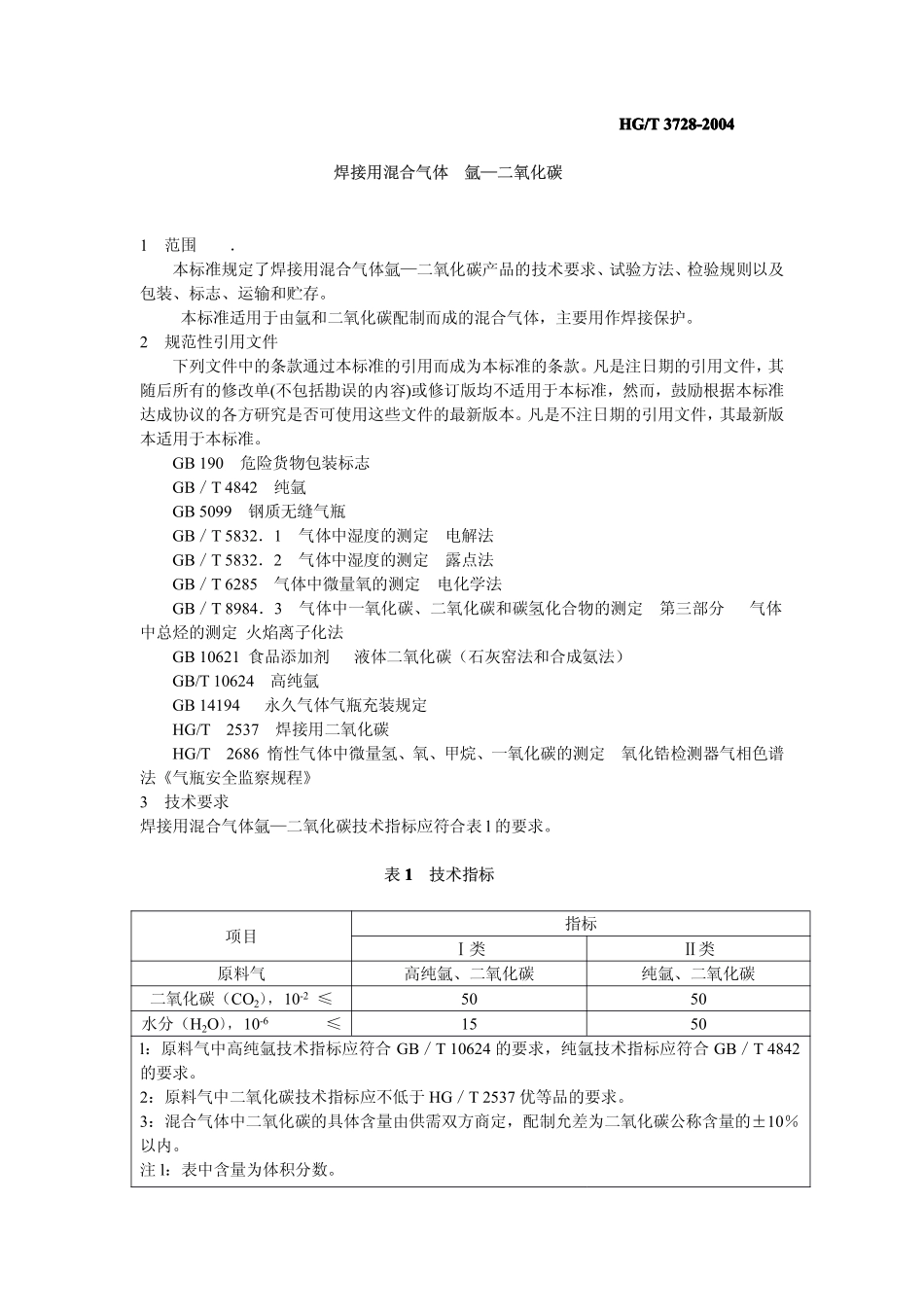
ICS71.100.20ICS71.100.20ICS71.100.20ICS71.100.20GGGG86868686备案号:15055-2005:15055-2005:15055-2005:15055-2005HGHGHGHG中华人民共和国化工行业标准中华人民共和国化工行业标准中华人民共和国化工行业标准中华人民共和国化工行业标准HG/THG/THG/THG/T3728-20043728-20043728-20043728-2004焊接用混合气体焊接用混合气体焊接用混合气体焊接用混合气体氩氩氩氩————二氧化碳二氧化碳二氧化碳二氧化碳mixedmixedmixedmixedgasgasgasgasforforforforweldingweldingweldingweldingargon-carbonargon-carbonargon-carbonargon-carbondioxidedioxidedioxidedioxide2004-12-14发布2005-06-01实施中华人民共和国国家发展和改革委员会中华人民共和国国家发展和改革委员会中华人民共和国国家发展和改革委员会中华人民共和国国家发展和改革委员会发布HG/THG/THG/THG/T3728-20043728-20043728-20043728-2004焊接用混合气体氩—二氧化碳1范围.本标准规定了焊接用混合气体氩—二氧化碳产品的技术要求、试验方法、检验规则以及包装、标志、运输和贮存。本标准适用于由氩和二氧化碳配制而成的混合气体,主要用作焊接保护。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB190危险货物包装标志GB/T4842纯氩GB5099钢质无缝气瓶GB/T5832.1气体中湿度的测定电解法GB/T5832.2气体中湿度的测定露点法GB/T6285气体中微量氧的测定电化学法GB/T8984.3气体中一氧化碳、二氧化碳和碳氢化合物的测定第三部分气体中总烃的测定火焰离子化法GB10621食品添加剂液体二氧化碳(石灰窑法和合成氨法)GB/T10624高纯氩GB14194永久气体气瓶充装规定HG/T2537焊接用二氧化碳HG/T2686惰性气体中微量氢、氧、甲烷、一氧化碳的测定氧化锆检测器气相色谱法《气瓶安全监察规程》3技术要求焊接用混合气体氩—二氧化碳技术指标应符合表l的要求。表1111技术指标项目指标Ⅰ类Ⅱ类原料气高纯氩、二氧化碳纯氩、二氧化碳二氧化碳(CO2),10-2≤5050水分(H2O),10-6≤1550l:原料气中高纯氩技术指标应符合GB/T10624的要求,纯氩技术指标应符合GB/T4842的要求。2:原料气中二氧化碳技术指标应不低于HG/T2537优等品的要求。3:混合气体中二氧...