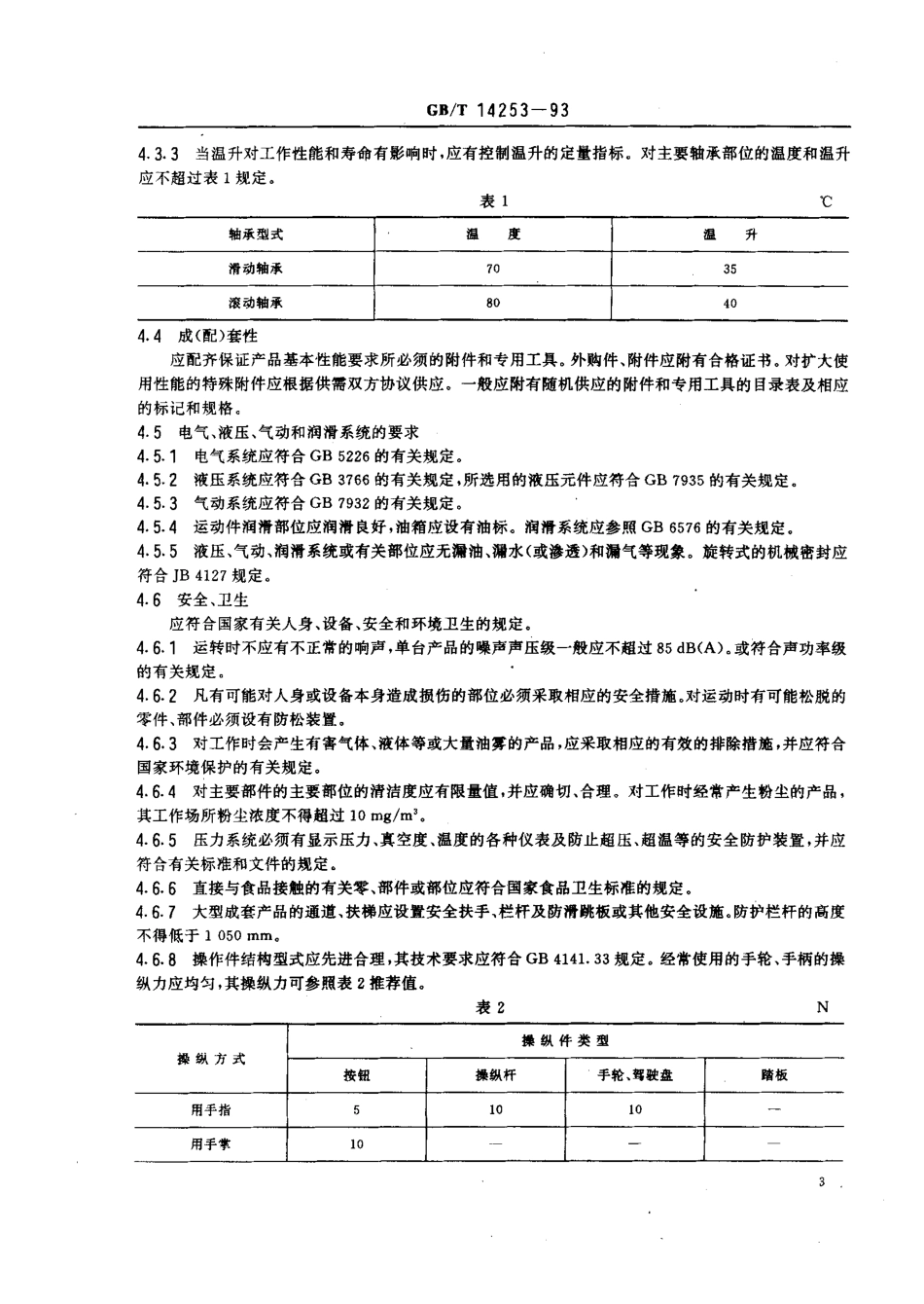
中华人民共和国国家标准轻工机械通用技术条件GB/T14253一93Generalspecificationsforlightindustrymachinery1主胭内容与适用范围本标准规定了轻工机械(压力容器除外)产品设计、制造与验收检验的基本要求、试验方法、检验规则及标志、包装、运输和贮存等。本标准适用于轻工机械产品(以下简称产品)。各类产品应根据各自的特点制定相应的产品标准。2引用标准GB191包装储运图示标志GB1348球墨铸铁件GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB3766液压系统通用技术条件GB3767噪声源声功率级的测定工程法及准工程法GB3768噪声源声功率级的测定简易法GB4141.33操作件技术条件GB5226机床电气设备通用技术条件GB5748作业场所空气中粉尘测定方法GB6576机床润滑系统GB7932气动系统通用技术条件GB7935液压元件通用技术条件GB8263抗磨白口铸铁技术条件GB9439灰铸铁件GB9440可锻铸铁件JB8产品标牌JB267。金属切削机床检验通则JB2759机电产品包装通用技术条件JB3835钢质模锻件通用技术条件JB4127机械密封技术条件1134249锤上钢质自由锻件机械加工余量JB438。金属冷冲压件通用技术条件JB4385锤上自由锻件通用技术条件QB1588.1轻工机械焊接件通用技术条件国家技术监督局1993一03一16批准1993一11一01实施GB/T14253一93QB1588.2轻工机械切削加工件通用技术条件QB1588.3轻工机械装配通用技术条件zBJ50004金属切削机床噪声声压级的测定3术语3.1验收检验为判断受检批能否接收而进行的检验。3.2试验对产品、过程或服务的特性进行的实验或测定。3.3可靠性产品在规定的时间和条件下完成规定功能的能力。3.4使用寿命产品在规定的使用条件下完成规定功能的工作总时间(或产品性能和精度的保持时间),指发生失效前的工作时间或工作次数。广义讲寿命也是可靠性。3.5标志指在产品、包装等物品上或其某些部位所用图形、文字、颜色等表示其特性或某些要求的代号。3.6使用性能指与产品使用直接有关,并由产品设计决定的功能指标和特性。3.7运行性能指产品在使用过程中的运行特性和产品的运行适应能力。如产品的工作效率(或生产效率)、能量消耗、产品对环境条件的适应能力等各项技术指标。3.8贴合缝隙值指门、盖等与产品本体贴合时的最大缝隙值。3.9缝隙不均匀值指电气、仪表等的柜、箱的门、盖之间的对开缝或它们与产品本体间最大缝隙与最小缝隙之差值。3.10自然调平指除产品自重影响外,不应用螺栓夹压方法使产品强制变形的调平为自然调平。某些产品,需要在验收检...