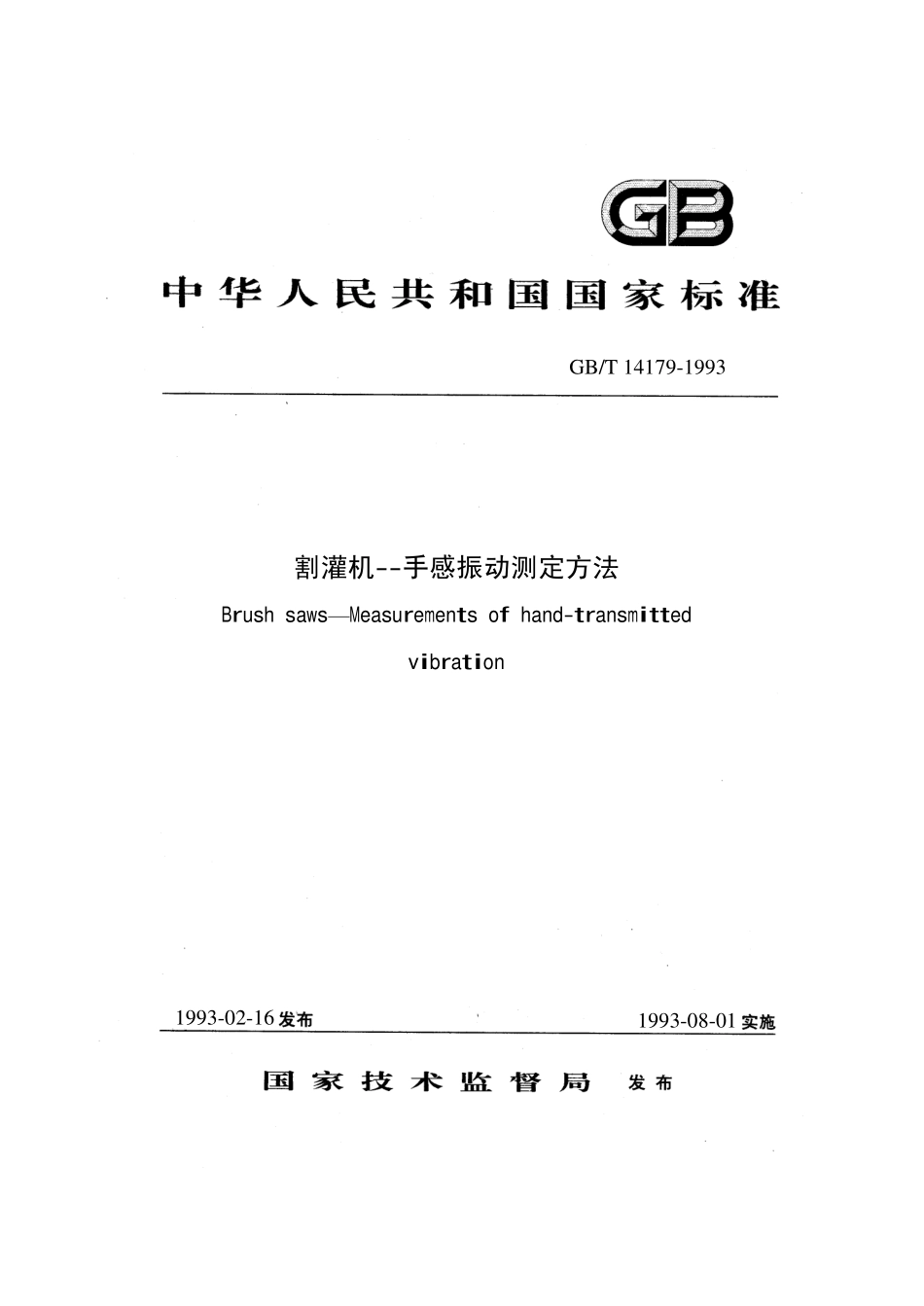
1993-02-16GB/T14179-1993割灌机--手感振动测定方法Brushsaws—Measurementsofhand-transmittedvibration1993-08-01本标准参照采用国际标准ISO7916—1989《林业机械─割灌机─手感振动的测定》。1主题内容与适用范围本标准规定了割灌机手感振动的测定方法。本标准适用于内燃、动力侧挂式割灌机,也适用于电动侧挂式割灌机。其他型式割灌机也应参照使用。2引用标准GB3241声和振动分析用的1/1和1/3倍频程滤波器3测量仪器3.1仪器要求3.1.1测量仪器的检定与校准测量仪器应按有关规定定期检定。加速度计在每次测定前、后进行校准。3.1.2频率响应范围仪器的频率响应范围应不小于5~1500Hz。3.1.3仪器精度在8~1500Hz频率范围内,测量仪器(加速度计支座除外)的精度应在±10%以内。3.2测量仪器3.2.1振动测量仪器振动测量仪器通常由加速度计、放大器、滤波器和磁带记录仪等组成。3.2.2加速度计测定一个位置的加速度计的总质量(包括支座,不包括电缆)应不大于25g。其最大横向灵敏度应小于主轴灵敏度的5%。3.2.3滤波器振动分析采用1/3倍频程滤波器。滤波器应符合GB3241的规定。3.2.4转速计中华人民共和国国家标准割灌机--手感振动测定方法GB/T14179-1993Brushsaws—Measurementsofhand-transmittedvibration转速计的精度应不大于读数的±2.5%。4测定规范4.1加速度计的位置和安装4.1.1加速度计的位置和方向加速度计的安装位置和测量方向如图1所示。加速度计的安装位置应尽可能地接近操作者的手而又不妨碍正常握持(加速度计的重心距离手最近处应不大于20mm)。图1加速度计的位置4.1.2加速度计的安装对于刚性把手,加速度计要刚性地固定在把手上。对于装有弹性减振层(例如橡胶垫)的把手,使用合适的加速度计支座将加速度计安装在弹性减振层表面。加速度计支座上安装加速度计的安装面应为平面。无论那一种情况都必须注意加速度计支座的尺寸、形状以及安装,对于振动向手的传递不应有显著的影响。在安装加速度计时应使其在三个方向上的传递函数平均值达到1500Hz。4.2测量转速应在下列转速测定左、右把手的振动加速度值:怠速转速──制造厂推荐的怠速转速。切割(标定)转速──发动机15min功率时的转速。高速空转转速──制造厂规定的最高转速。读数期间,汽油机转速应保持在测定转速的±210r/min以内。转速计的安放位置应既便于操作者监控汽油机的转速,又不影响其操作割灌机。4.3割灌机的状态测定应在处于正常工作状态下的割灌机上进行。在开始测定以...