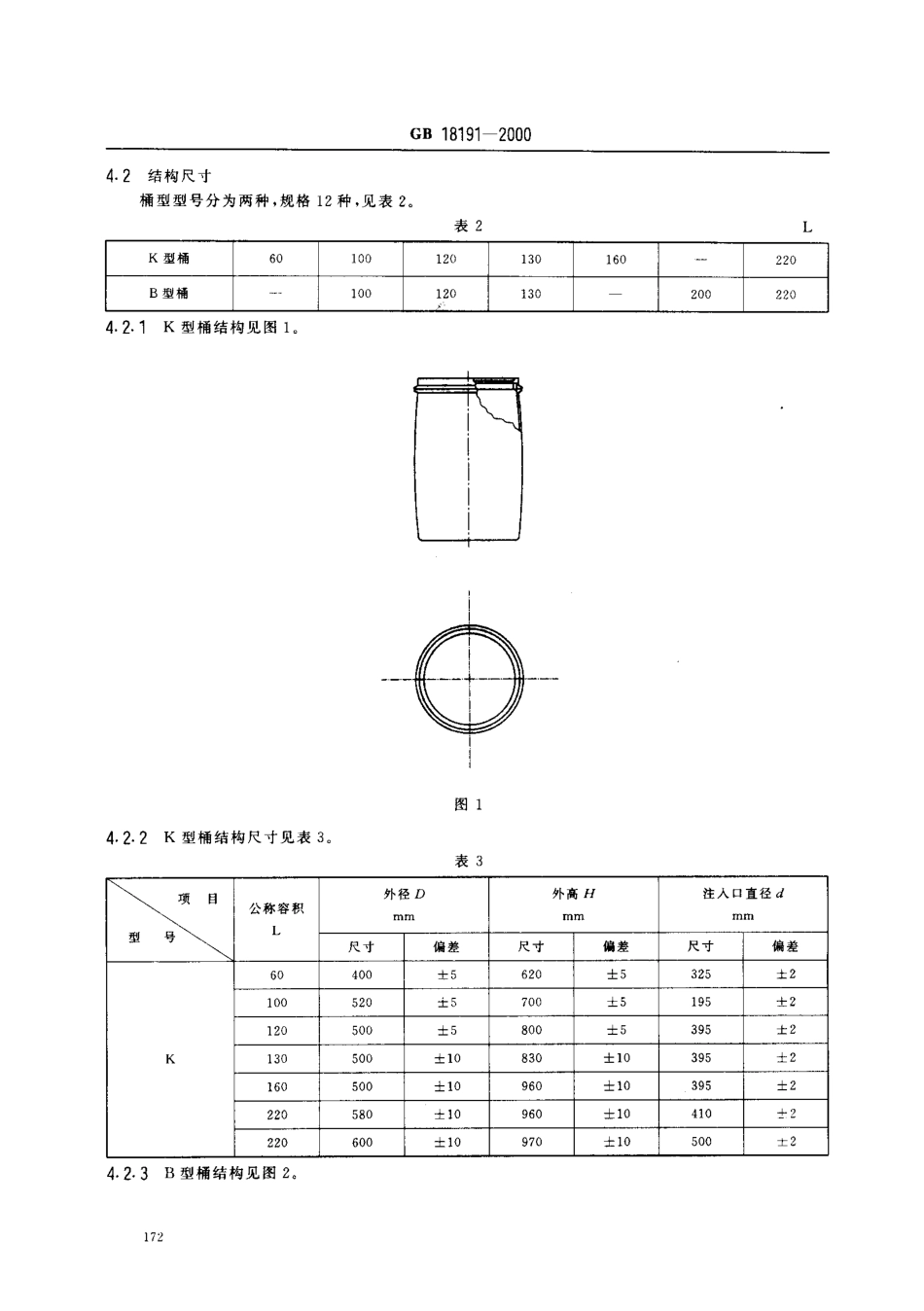
Gs18191--2000前言本标准参考rDIN6131-1989((塑料桶》和1'OCT24463-1980((聚合物制的桶》,并结合我国的情况对规格进行了筛选和确定本标准的试验方法和数值是根据联合国《关于危险货物运输的建议书》和我国《铁路危险货物运输管理规则》的有关规定确定的。本标准的第5.3,6,7条为强制性的,其余条款是推荐性的。本标准由中国包装总公司提出。本标准由全国包装标准化技术委员会危险品包装分技术委员会归口。本标准负责起草单位:化学工业部标准化研究所。本标准参加起草单位:上海帆顺实业总公司、山东庆云春草塑料制品有限公司、吴江市青云塑料厂、北京南远运达制桶厂、宝鸡秦川机械发展股份有限公司、北京华盾塑料公司、大连第十三塑料厂本标准主要起草人:曲衍平、张令国、沈正林、郎明智、张大生、史永宏、杨金常。中华人民共和国国家标准包装容器危险品包装用塑料桶GB18191-2000Packingcontainers-Plasticdrumforpackagesofdangerousgoods1范围本标准规定了盛装危险品用塑料桶的产品分类、要求、试验方法、检验规则、标志、运输和贮存。本标准适用于盛装危险品的以高密度聚乙烯为主要原料的60L-22。工聚乙烯吹塑桶(以下简称危塑桶)。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T2828-1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)G13/T4857.3-1992包装运输包装件静载荷堆码试验方法GB/T4857.5-1992包装运输包装件跌落试验方法GB/T17344-1998G7.装包装容器气密试验方法3符号I一一I类危险品包装;I一一皿类危险品包装;田一一m类危险品包装;K一一大开日危塑桶;B-一一小开口危塑桶;D一一外径;d-一注人口直径;H一一外高。注:注人口直径大于70mm为K;小于或等于70.-为B。4产品分类4门分类按可以盛装危险货物的类别进行分类.见表1e表1分类代号lIl用途I类危险品包装I类危险品包装.类危险品包装注:危塑桶用于盛装危险品前,应进行检验。内装物与桶不得产生腐蚀及其他任何化学反应时方可使用。国家质f技术监督局2000一09一26批准2001一03一01实施Gs18191-20004.2结构尺寸桶型型号分为两种,规格12种,见表20表2IK型桶60100120130160220B型桶1001201302002204.2.1K型桶结构见图to图14.2.2K型桶结构尺寸见表3。表3一公称容积L9$gDmm外高H盯1】11注入口直径dn〕n】尺寸偏差尺寸偏差尺寸偏差K60400士5620士53...