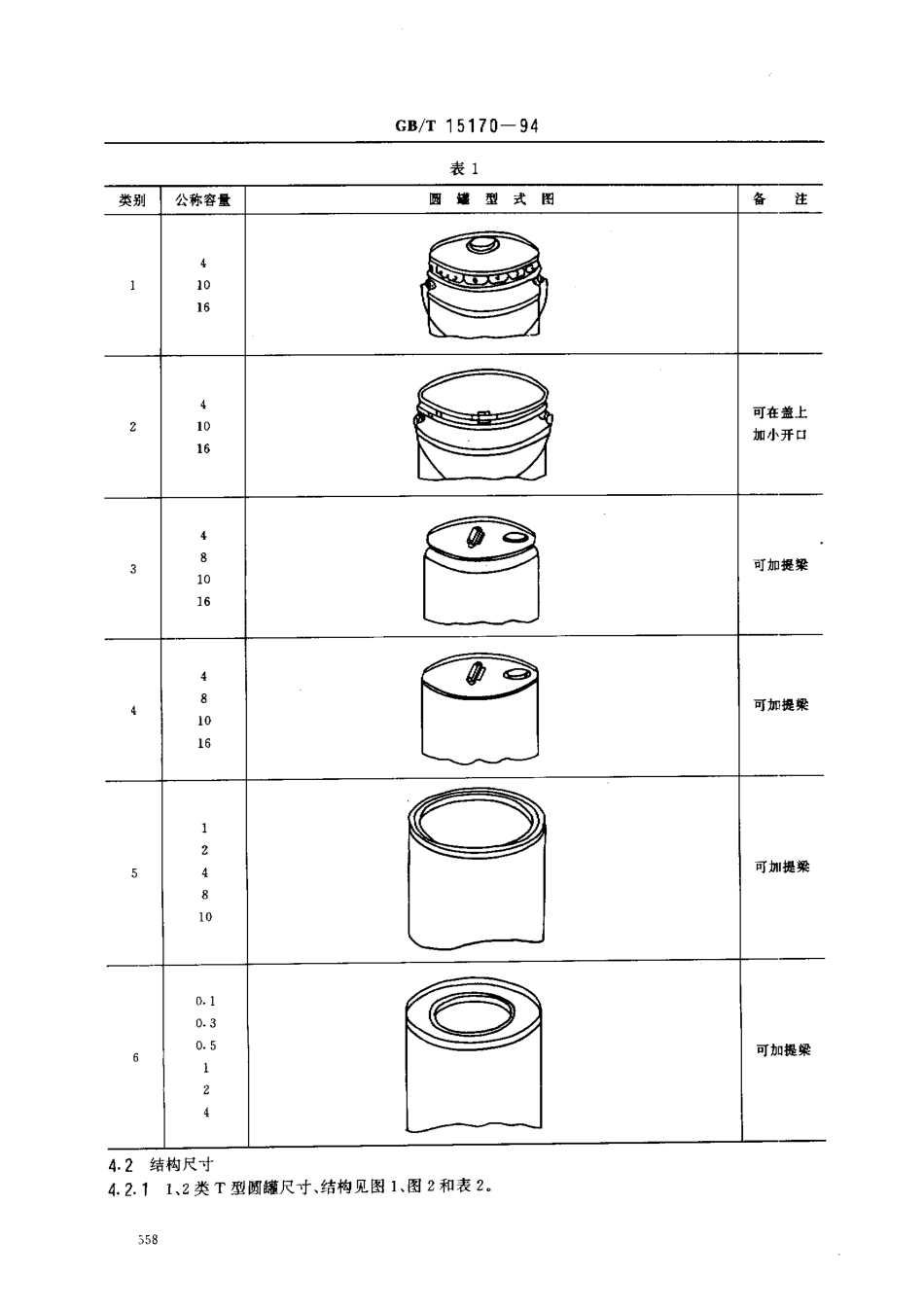
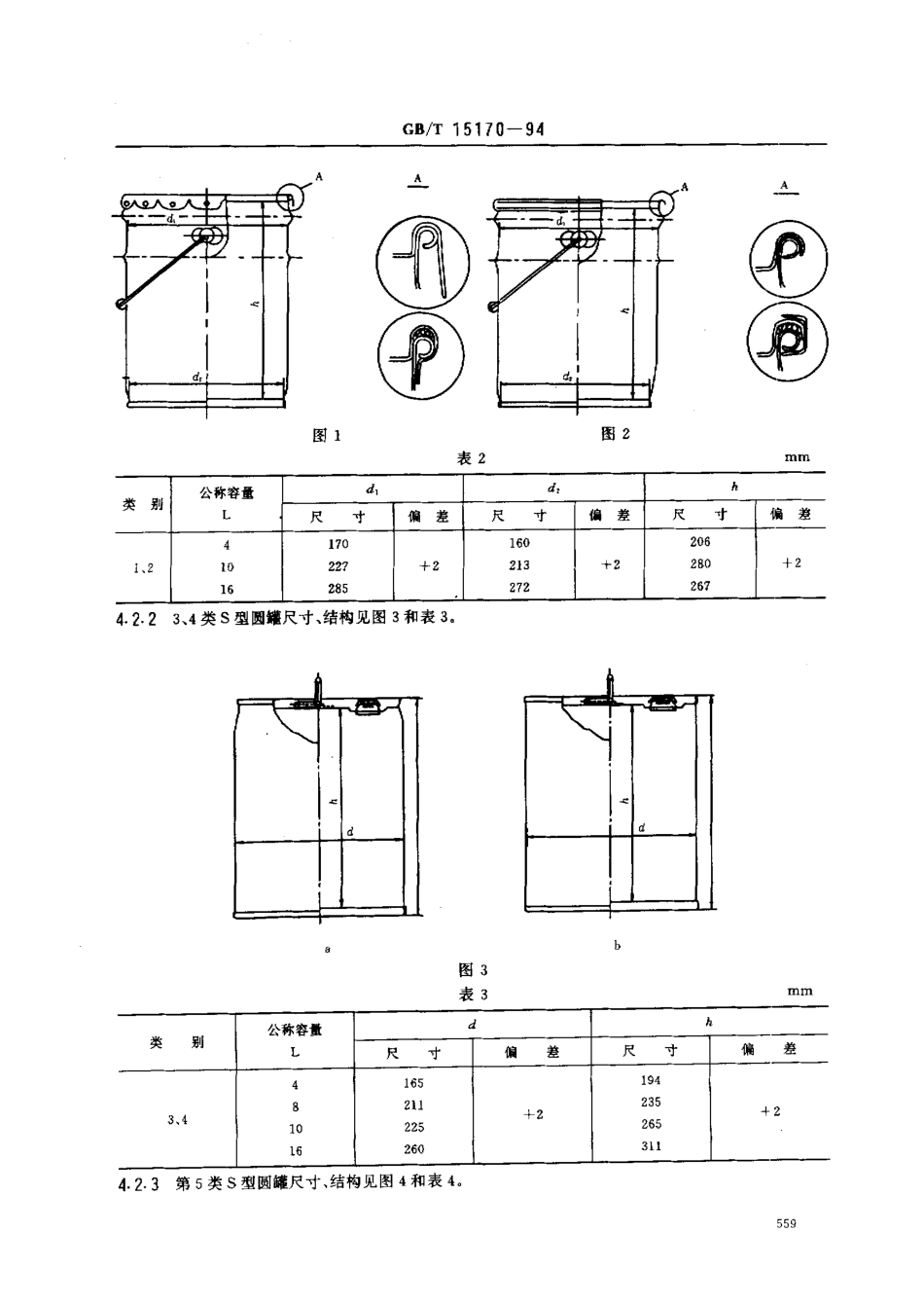
中华人民共和国国家标准GB/T15170一94包装容器工业用薄钢板圆罐Packingcontainers-Pailsofsheetforindustrial1主肠内容与适用范困本标准规定了容量为。1^16L工业用薄钢板圆箱(以下简称圆罐)的分类、技术要求、试验方法、检验规则及其标志、包装、运输和贮存。本标准适用于圆雄的制造、流通、使用和监督检验。2引用标准GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4857.3运输包装件基本试验堆码试验方法GB/T4857.5运输包装件基本试验垂直冲击跌落试验方法GB/T1304。包装术语金属容器GB13251包装容器钢桶封闭器3术语、符号、代号3.1术语术语应符合GB/T1304。的规定。3.2符号H—外高入—内高D—外径d—内径dl-罐顶内径d,-罐底内径3.3代号T-堵型带有锥度S-嫩型不带锥度I—一级圆罐H—二级圆雄m—三级圆雄4门回峨分类圆罐分为六类二种型式,见表1.国家技术监借局1994一08-16批准199503一01实施GB/T15170一94表l类别公称容量圆边型式图备注141016tI241016叠可在盖上加小开口3481016澄可加提梁4481016可加提梁丈巴多512481071可加提梁一,口,.........~6o.10.30.5124号可加提梁.一~一于’4.2结构尺寸4.2.11,2类T型圆罐尺寸、结构见图1、图2和表20几58GB/T15170一941氏一「1一-,夕时/d下一一~.II{.I图1图2表2nln1类别公称容量Ld,d,九尺寸偏差尺寸偏差尺寸偏差I,241016170227285十2160213272+2206290267+24.2.23,4类S型圆姚尺寸、结构见图3和表3,|匕厂fnl」1,,dl曰图表类别公称容量Ldh尺寸偏差尺寸偏差3,44a10I6165211225260+2194235265311斗-24.2.3第5类S型圆罐尺寸、结构见图4和表4。s59GB/T15170一94图4表4nllr类别公称容量Ldh尺寸偏差尺.寸偏差5124810108120165t1111170194+1211t2235t2225+2265+34.2.4第6类s型圆罐尺寸、结构见图5和表5e图5表5nln类别公称容量Ldh尺寸偏差尺寸偏差60.10.30.5124537788108120165+2557697111170194+1360GB/T15170一944.2.5特殊规格和品种的圆暇可由供需双方依据合同执行。5技术要求5门基本要求5门.1外观要求圆雄内外表面应光滑圆整,无锈蚀。卷边均匀无皱纹、毛刺、铁舌。焊缝均匀齐整无渣,漆膜色泽一致,无起皱、起泡、流挂、露底等明显缺陷。印刷图案文字清晰端正,套印准确。5门.2圆瞄结构尺寸应符合本标准4.2条的规定。5门.3圆罐顶部应设置封闭器,并应符合GB13251的规定。封闭器装配后的高度应低于卷边沿口。5.1.4圆嫩用油墨、涂料、密封填料、钢板、钢丝的性能应符合有关的国家标准规定。5.1....