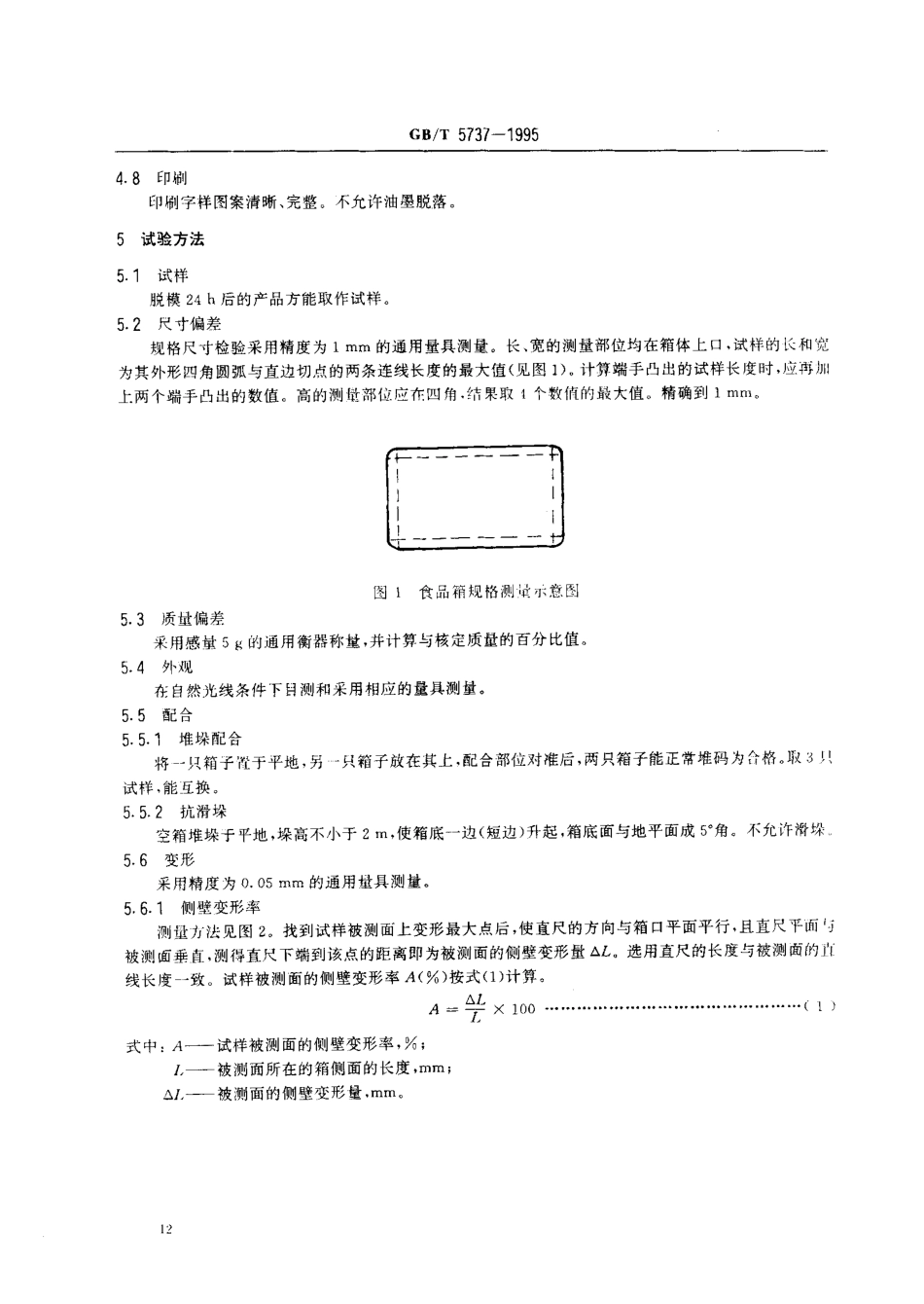
中华人民共和国国家标准CB/T5737--1995食品塑料代替GB573785Plasticcontainer周转箱forfond飞主题内容与适用范围本标准规定1食品塑料周转箱(简称食品箱)的产品分类、技术要求、试验方法、检验规则及标占、包装、运输、贮存。本标准适用于以聚烯烃塑料为原料,采用注射成型法生产的无内格的食品箱。2引用标准GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T4857.3包装运输包装件基本试验静载荷堆码试验方法GB/T4857.5包装运输包装件基本试验跌落试验方法GB5。。9.6。食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GIS9687食品包装用聚乙烯成型品卫生标准3产品分类食品箱按其外形尺寸分类。食品箱外形的推荐尺寸见表1表1)宇号长度宽度高度l475335在下列数值中任选125140I602002362652S00355之35303754560400气)600425663042576704504技术要求4.1尺寸偏差见表2国家技术监督局1995门2一08批准1996一08-01实施GB/T5737-1995表2项目技术要求最大七偏差为产品核定尺寸的一。s最大下偏差按产品核定尺寸分段取相应的偏差率,采用累进法计算偏差之和200.-以下部分200}E400mm部分100m。以上部分一1.5?/,一工25一l0场4.2质量偏差不超过核定质量的+3.0%一一3.00a4.3外观见表3表3ref目技术要求表面完整无裂报,光滑平整,不允许有明显白印,边沿及端手部位无毛刺黑点、杂质箱体各面每500cm'面积中,长度。5-2,0mm的黑点杂质不多于5个,并分散分布,长度大于2.0mm的黑点杂质不准有色差无明显色差,同批产品色泽基本一致浇1=.1不影响箱子平"a44侧壁变形率每边不大于1.0%o45酉己合4.5.1堆垛配合同现格的食品箱互相堆垛配合适宜45.2抗滑垛同规格的食品箱堆码时不允许滑垛。46物理性能见表4表4项}了技术要求箱1K承重箱底平it变形量不大干功mm收缩变形率箱体内对角线变化率不大于1。%跌落性能不允许产生裂纹堆码性能箱体高度变化率不大于2.oy,二感挂性能不允许产生裂纹4.了卫生性能13接接触食品的箱子应符合GB9687规定GB/T5737-19954.8印刷印刷字样图案清晰、完整不允许油墨脱落。5试验方法5门试样脱模24h后的产品方能取作试样。5.2尺寸偏差规格尺寸检验采用精度为1mm的通用量具测量。长、宽的测量部位均在箱体上口,试样的氏和宽为其外形四角圆弧与直边切点的两条连线长度的最大值(见图1)计算端手凸出的试样长度时,应再加上两个端手凸出的数值。高的测绩部位应在四角,结果取1个数值的最大值。精确到1mm图1食品箱规格侧凌不意图5.3l-量偏...