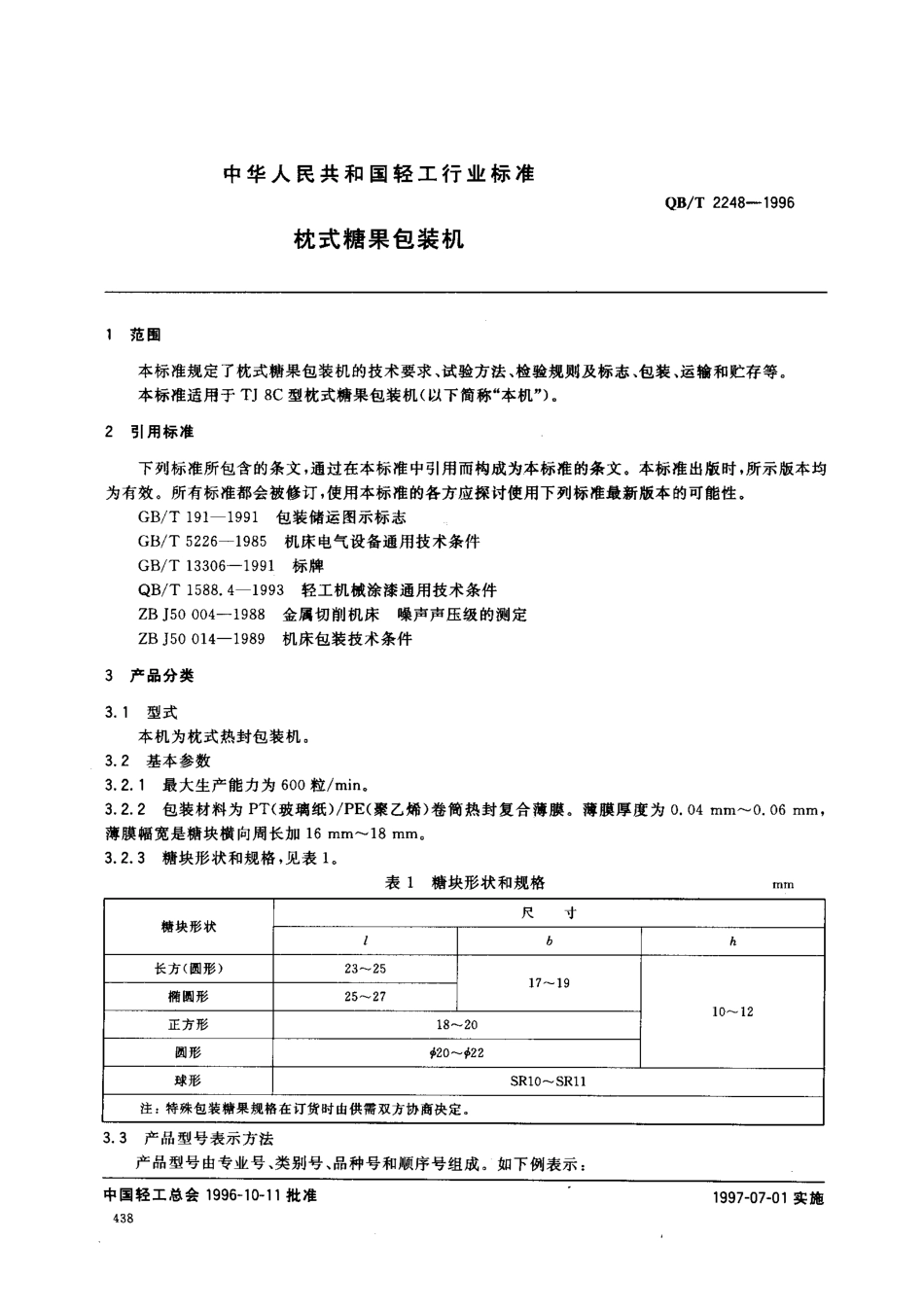
QB/T2248-1996前言本标准与前版标准的技术内容改变情况如下:—对基本参数中的包装用复合薄膜规格作了修改,见3.2;—在检验规则中增加了检验分类和判定规则,见第6章;—取消了属于质量管理和合同之类的有关条文。自本标准实施之日起,原轻工业部发布的专业标准ZBY99006-198HTJ8C型枕式糖果包装机》作废。本标准由中国轻工总会质量标准部提出。本标准由全国轻工业机械标准化技术委员会归口。本标准起草单位:上海轻工装备(集团)总公司星火机械厂。本标准主要起草人:荣国强。中华人民共和国轻工行业标准QB/T2248-1996枕式糖果包装机1范围本标准规定了枕式糖果包装机的技术要求、试验方法、检验规则及标志、包装、运愉和贮存等。本标准适用于TJ8C型枕式糖果包装机(以下简称“本机,’)。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时.所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T191-1991包装储运图示标志GB/T5226-1985机床电气设备通用技术条件GB/T13306-1991标牌QB/T1588.4-1993轻工机械涂漆通用技术条件ZBJ50004-1988金属切削机床噪声声压级的测定ZBJ50014-1989机床包装技术条件3产品分类3.1型式本机为枕式热封包装机。3.2基本参数3.2.1最大生产能力为600粒/min,3.2.2包装材料为PT(玻璃纸)/PE(聚乙烯)卷筒热封复合薄膜。薄膜厚度为0.04mm-0.06mm薄膜幅宽是搪块横向周长加16mm-18mm.3.2.3糖块形状和规格,见表1,表1糖块形状和规格mm糖块形状尺寸1bh长方(圆形)23-2517^-1910-12椭圆形25-27正方形1820圆形价20-价22球形SR10-SR11注:特殊包装糖果规格在订货时由供需双方协商决定.3.3产品型号表示方法产品型号由专业号、类别号、品种号和顺序号组成。如下例表示:中国轻工总会1996-10-11批准4381997-07-01实施QB/T,2248-1996丁」BC口顺序号(产品颁发顺序号)品种号(包装机)类别号(包装工序)专业号(糖果机械)4技术要求4.1整机工作性能4.1.1在环境温度200C一250C、相对湿度不高于70%的情况下,本机应能可靠地进行工作。4.1.2糖果包装袋封口应牢固,外观平整美观,其成品合格率不得低于95%(长方、长圆形搪果除外)。4.1.3整机噪声声压级不得大于85dB(A)(振动料斗除外)。4.2材料要求凡与糖果接触的零件必须采用无毒、无味、耐腐蚀并符合食品卫生要求的材料制造。4.3装配要求4.3.1各传动部分应运转平稳、灵活,无卡阻现象。各运动零部件的动作应正确、协调、可靠,...