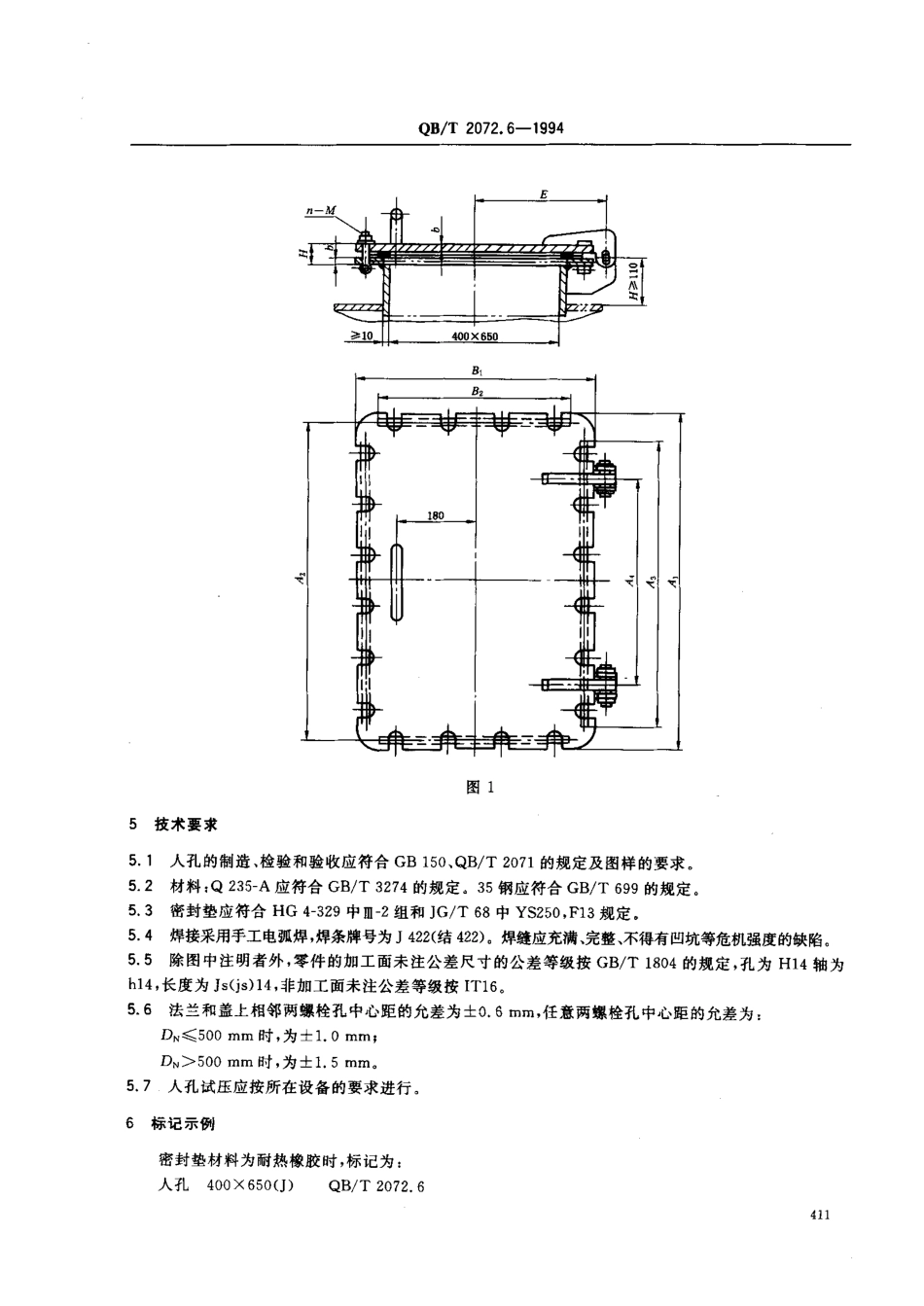
中华人民共和国轻工行业标准制糖机械压力容器通用零部件矩形人孔QB/T2072.6-1994主题内容与适用范围本标准规定了钢制容器用矩形人孔的结构尺寸。本标准适用于最高工作压力不大于0.25MPa,工作温度0-200℃的钢制容器设备。2引用标准GB/T41六角螺母(粗制)GB/T97.1平垫圈A级GB150钢制压力容器GB/T699GB/T798GB/T1804GB/T3274QB/T2071HG4-329优质碳素结构钢技术条件活节螺栓公差与配合未注公差尺寸的极限偏差碳素结构钢和低合金结构钢热轧厚钢板和钢带钢制轻工容器设计规定环状密封橡胶制品耐热橡胶JG/T68油浸石棉盘根3结构和尺寸应符合图1及表1的规定。4选用规定4.1人孔的最大允许工作压力为0.25MPa,工作温度为。-200'C.4.2材料:法兰及法兰盖采用Q235-A,销轴及活节螺栓采用35钢。密封垫材料在工作温度为0-120℃时应符合HG4-329中“B-2”的规定,对橡胶无损害的气、液相介质中使用,在工作温度为120-200℃范围时,密封垫材料改用JG/T68中YS250,F13,密封圈材料应在标记中注明,耐热橡胶以J(胶)表示,油浸石棉盘根以G(根)表示。4.3螺母采用GB/T41,垫圈采用GB/T97.1,4.4人孔的筒体高度H,允许改变,但需在明细表备注栏内注明改变后的尺寸H,。筒体由选用者列人人孔所在设备的零件中,如采用焊接结构,则其全部对接焊缝应经100%无损探伤合格。v1公称压力p/MN尺寸/mm燎栓M$/kg标准图号宽X长A,A,A,A4B,BibHE趁M0.25400只650780740680480540440205230020M20101创3/T2072.6-0中国轻工总会1995-01-05批准4101995-08-01实施QB/T2072.6-1994BI-肠e1e}e图15技术要求5.1人孔的制造、检验和验收应符合GB150,QB/T2071的规定及图样的要求。5.2材料:Q235-A应符合GB/T3274的规定。35钢应符合GB/T699的规定。5.3密封垫应符合HG4-329中M-2组和JG/T68中YS250IF13规定。5.4焊接采用手工电弧焊,焊条牌号为J422(结422),焊缝应充满、完整、不得有凹坑等危机强度的缺陷。5.5除图中注明者外,零件的加工面未注公差尺寸的公差等级按GB/T1804的规定,孔为H14轴为h14,长度为Js(js)14,非加工面未注公差等级按IT16,5.6法兰和盖上相邻两螺栓孔中心距的允差为士0.6mm,任意两螺栓孔中心距的允差为:DN(500mm时,为士1.0mm;DN>500mm时,为士1.5mm,5.7人孔试压应按所在设备的要求进行。6标记示例密封垫材料为耐热橡胶时,标记为:人孔400X6500)QB/T2072.6QB/T2072.6-1994密封垫材料为油浸石棉盘根时,标记为:人孔400X650(G)QB/T2072.6附加说明:本标准由中国轻工总会质量标准部提出。本标准由全国压力容器标准化技术委员会专用压力容器分技术委员会归口。本标准由中国轻工总会广州机械设计研究所、中国轻工总会杭州机械设计研究所负责起草。本标准主要起草人李天祥、方英、张一慧、陈祥龙。