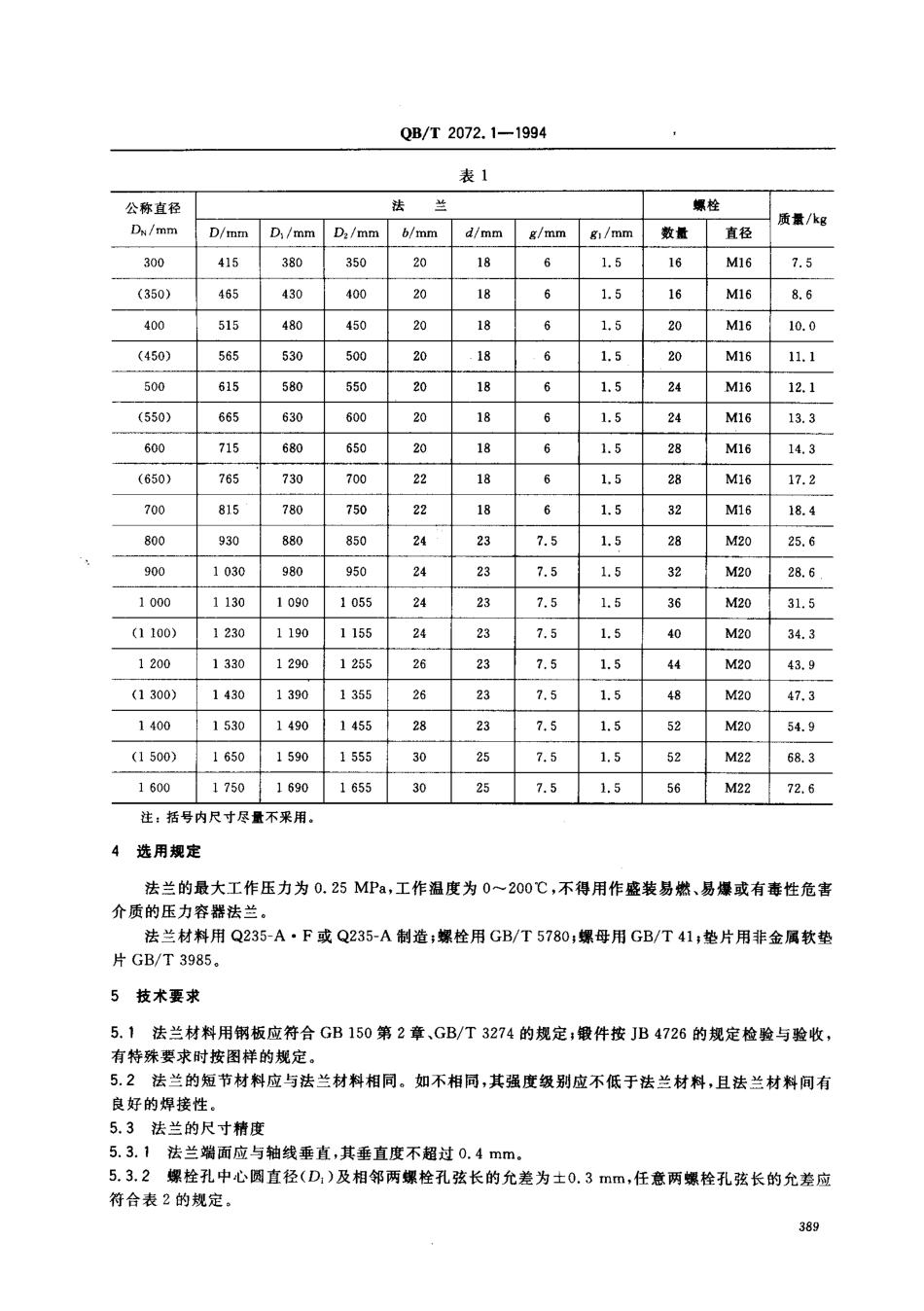
中华人民共和国轻工行业标准制糖机械压力容器通用零部件钢制平焊法兰QB/T2072.1一19941主魔内容与适用范围本标准规定了公称直径DN300-DN1600mm钢制平焊法兰的结构与系列尺寸。本标准适用于公称压力不大于0.25MPa,工作温度0^-200℃状态下操作的钢制容器法兰。2引用标准GB/T41六角螺母(粗制)GB150钢制压力容器GB/T1804公差与配合未注公差尺寸的极限偏差GB/T3274碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T3323钢熔化焊对接接头射线照相和质量分级GB/T3985石棉橡胶板GB/T5780六角头螺栓C级JB1152锅炉和钢制压力容器对接焊缝超声波探伤JB4726压力容器碳素钢和低合金钢锻件结构型式与尺寸钢制平焊法兰的结构型式与系列尺寸应符合图1和表1的规定。DI一场R.IS2X450中国轻工总会1995-01-05批准3881995-08-01实施QB/T2072.1一1994表1公称直径Dn/mm法兰螺栓质量/kgD/.-D/mmD2/mmb/mmd/mmg/mmg,/mm数t直径300415380350201861.516M167.5(350)465430400201861.516M168.6400515480450201861.520M1610.0(450)565530500201861.520M1611.1500615580550201861.524M1612.1(550)665630600201861.524M1613.3600715680650201861.528M1614.3(650)765730700221861.528M1617.2700815780750221861.532M1618.480093088085024237.51.528M2025.6900103098095024237.51.532M2028.6100011301090105524237.51.536M2031.5(1100)12301190115524237.51.540M2034.3120013301290125526237.51.544M2043.90300)14301390135526237.51.548M2047.3140015301490145528237.51.552M2054.90500)16501590155530257.51.552M2268.3160017501690165530257.51.556M2272.6注:括号内尺寸尽量不采用。4选用规定法兰的最大工作压力为。.25MPa,工作温度为0-200'C,不得用作盛装易燃、易爆或有毒性危害介质的压力容器法兰。法兰材料用Q235-A·F或Q235-A制造;螺栓用GB/T5780;螺母用GB/T41;垫片用非金属软垫片GB/T3985.5技术要求5.1法兰材料用钢板应符合GB150第2章,GB/T3274的规定;锻件按JB4726的规定检验与验收,有特殊要求时按图样的规定。5.2法兰的短节材料应与法兰材料相同。如不相同,其强度级别应不低于法兰材料,且法兰材料间有良好的焊接性。5.3法兰的尺寸精度5.3.1法兰端面应与轴线垂直,其垂直度不超过0.4mm,5.3.2螺栓孔中心圆直径(D)及相邻两螺栓孔弦长的允差为士0.3mm,任意两螺栓孔弦长的允差应符合表2的规定。389QB/T2072.1一1994表2公称直径DN允差<600600-1200>1200士1.0士1.5士205.3.3法兰...