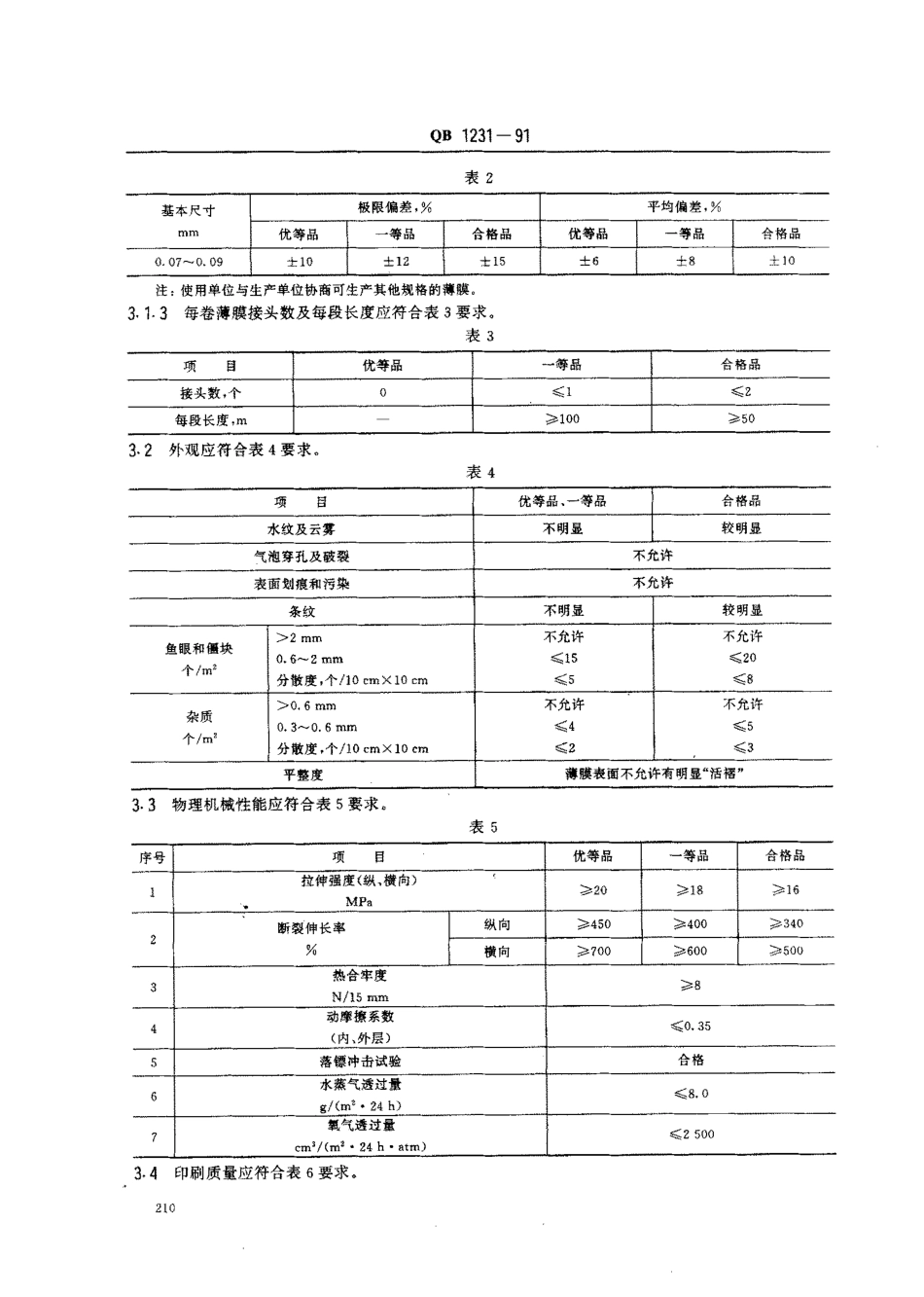
中华人民共和国轻工行业标准QB1231一91液体包装用聚乙烯吹塑薄膜1主西内容与适用范围本标准规定了液体包装用聚乙烯吹塑薄膜(以下简称薄膜)的技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于以低密度聚乙烯树脂、线性低密度聚乙烯树脂或其共混物为主要原料,经吹塑、印刷、分切制得的薄膜。薄膜可用于各类自动灌装机包装牛奶、豆奶、酱油、豆腐、饮料,不宜用于包装食醋、油酷。2引用标准GB1037塑料薄膜和片材透水蒸气性试验方法杯式法GB1038塑料薄膜透气性试验方法GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB2918塑料试样状态调节和试验的标准环境GB4456包装用聚乙烯吹塑薄膜GB5009.6。食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GB5738饮料塑料周转箱GB6672塑料薄膜和薄片厚度的测定机械测量法GB6673塑料薄膜与片材长度和宽度的测定GB9639塑料薄膜和薄片抗冲击性能试验方法自由落镖法GB9687食品包装用聚乙烯成型品卫生标准GB10006塑料薄膜和薄片摩擦系数测定方法GB13022塑料薄膜拉伸性能试验方法ZBY28004塑料薄膜包装袋热合强度测定方法3技术要求3.13.1.13.1.2规格尺寸宽度及极限偏差应符合表1要求表1基本尺寸极限偏差士}厚度及偏差应符合表2要求。中华人民共和国轻工业部1991一09一10批准1992一04一01实施Qs1231一91表2基本尺寸nllll极限偏差,%平均偏差,%优等品一等品合格品优等品}0.07-0.09士1Q士1么士15士6!注使用单位与生产单位协商可生产其他规格的薄膜3.1.3每卷薄膜接头数及每段长度应符合表s要求。表3项目优等品v品合格品接头数个051(2每段长度,m>300>503.2外观应符合表4要求。表4项目优等品、一等品合格品水纹及云雾不明显较明显气泡穿孔及破裂不允许表面划痕和污染不允许条纹不明显较明显鱼眼和僵块个/m“>2mm0.6^2mrn分散度个/10-X10cm不允许镇1555不允许520(e杂质个/m乙>0.6mm0.3^-0.6mm分散度,个/10omx10C.不允许54‘2不允许(5<3平整度薄膜表面不允许有明显“活褶”I3物理机械性能应符合表5要求。表5序号项目优等品一等品合格品1拉伸强度(纵横向)MP.)20>18>I62断裂伸长率%纵向>450>400夯340横向>700》600李5003热合牢度N/15m-妻84动摩擦系数(内、外层)50.35S落镖冲击试验合格6水蒸气透过量9/(m仑·24h?58.07氧气透过量-'Am'·24h·at.)G25003.4印刷质量应符合表6要求。210QB1231一91表6项目优等品、一等品合格品文字、图案清晰完整、无水纹状,lQ号字不误字意清晰完整,无明...