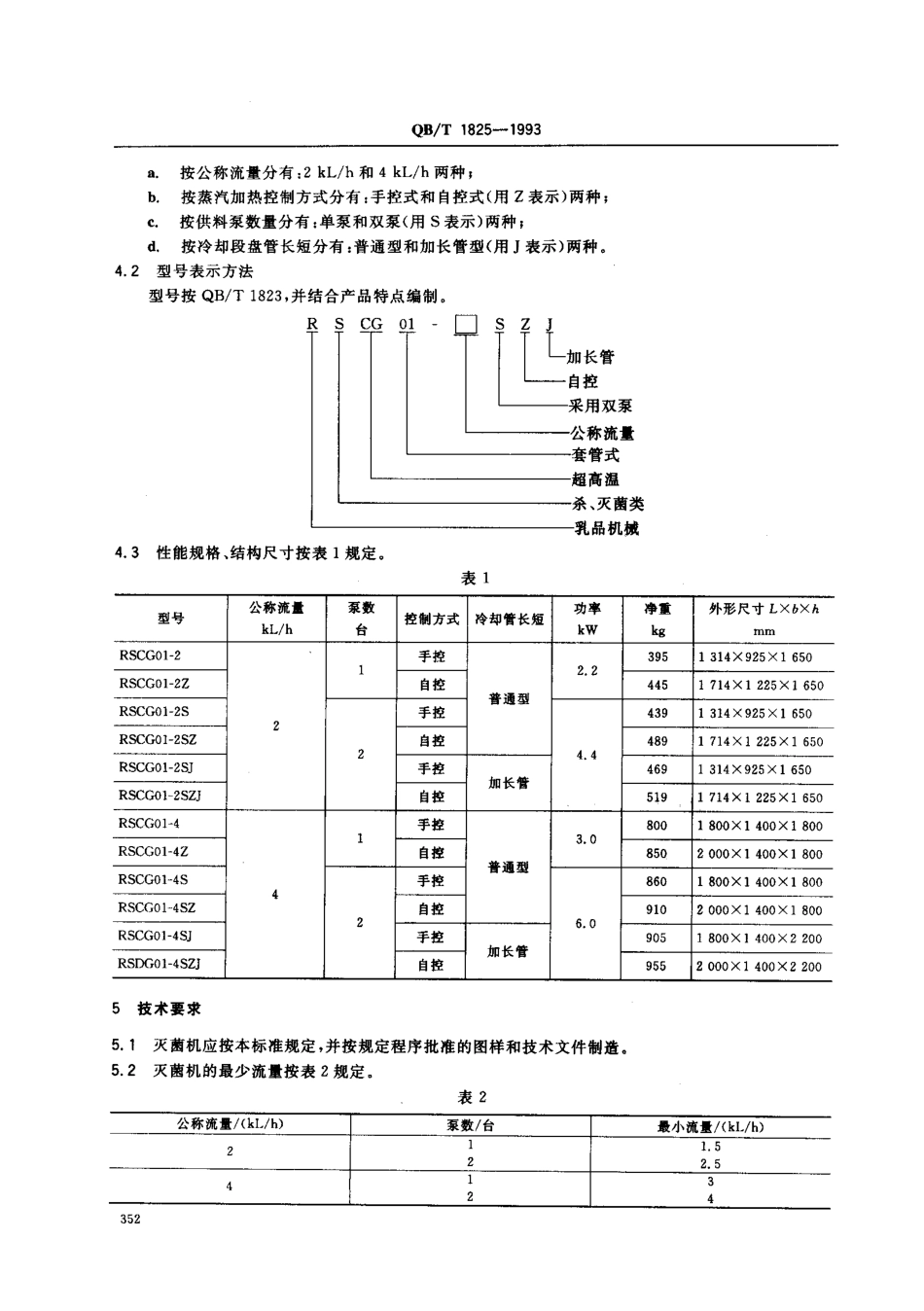
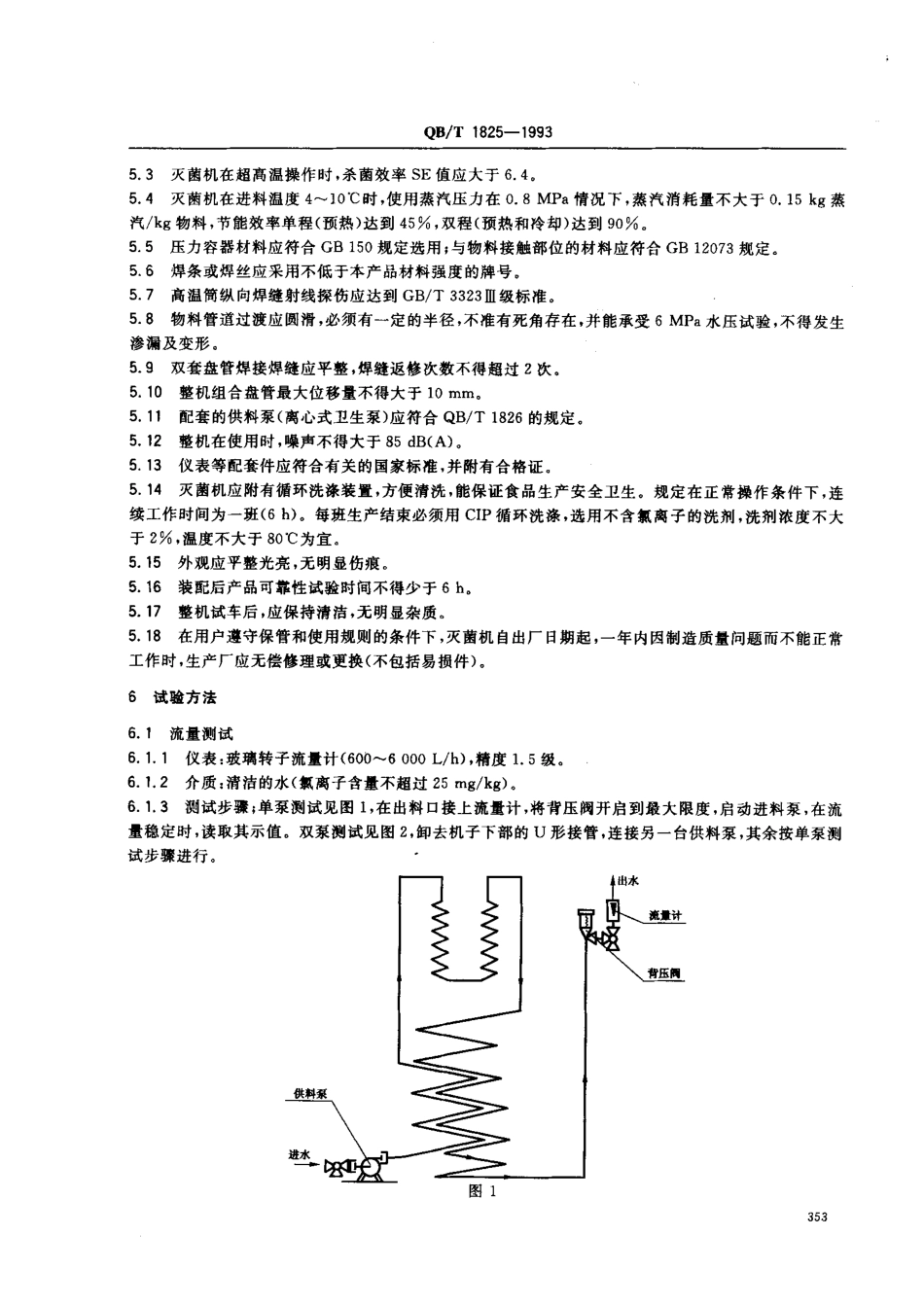
中华人民共和国轻工行业标准双套盘管超高温灭菌机QB/T1825-1993飞主题内容与适用范围本标准规定了双套盘管超高温灭菌机的术语、产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存等内容。本标准适用于乳与乳制品及低粘度流体食品灭菌用的双套盘管超高温灭菌机(以下简称“灭菌机,’)。2引用标准GB150钢制压力容器GB/T191包装储运图示标志GB/T3323钢熔化焊对接接头射线照相和质量分级GB/T6388运输包装收发货标志GB12073乳品设备安全卫生JB/T8产品标牌QB/T842.8轻工机械衡器通用技术条件包装QB/T1823乳品机械型号编制方法QB/T1826离心式卫生泵ZBJ50004金属切削机床噪声声压级的测定3术语3.13.23.33.43.5双套盘管:两根不同直径的管子,套人后加工成同心度一致的盘管结构。超高温:牛乳灭菌的一种工艺,温度标准是135^-1500C;时间标准是2^-8,。杀菌:完全杀灭病原菌,并以抑制其他微生物之发育而不损坏牛乳之风味和营养价值。灭菌:经加热处理后牛乳完全不含细菌或活抱子。杀菌效率:是以杀菌前后抱子数比的对数值来表示。SE值用来评价超高温杀菌效果。SE=1g起始抱子数最终抱子数式中:SE—灭菌效率;起始抱子数—个/ML;最终抱子数—个/mL.3.6单泵:整机中只安装一台泵。3.7双泵:整机中需安装两台泵。3.8加长管:增加冷却段盘管的长度。4产品分类4.1产品品种、型式、规格中华人民共和国轻工业部1993-07-29批准1994-03-01实施351QB/T1825-1993a.按公称流量分有:2kL/h和4kL/h两种,b按蒸汽加热控制方式分有:手控式和自控式(用Z表示)两种;c按供料泵数量分有:单泵和双泵(用S表示)两种;d.按冷却段盘管长短分有:普通型和加长管型(用J表示)两种。4.2型号表示方法型号按QB/T1823,并结合产品特点编制。4.3性能规格、结构尺寸按表1规定。表1型号公称流tkL/h泵数台控制方式冷却管长短瞥kW*1kg外形尺寸LXbXhp、r丫1RSCGO1-221手控普通型2.23951314X925X1650RSCGOI-2Z自控4451714又1225只1650RSCGOI-2S2手控4.44391314X925X1650RSCGOI-2SZ自控4891714X1225X1650RSCGOI-2SJ手控加长管4691314X925火1650RSCGOI-2SZJ自控5191714X1225X1650RSCGOI-441手控普通型3.08001800X1400X1800RSCGOI-4Z自控8502000X1400X1800RSCGOI-4S2手控6.08601800火1400又1800RSCGOI-4SZ自控9102000X1400X1800RSCGOI-4SJ手控加长管9051800X1400X2200RSDC01-4SZJ自控9552000K1400X22005技术要求5.1灭菌机应按本标准规定,并按规定程序批准的图样和技术文件制造。5.2灭菌机的最少流量按...