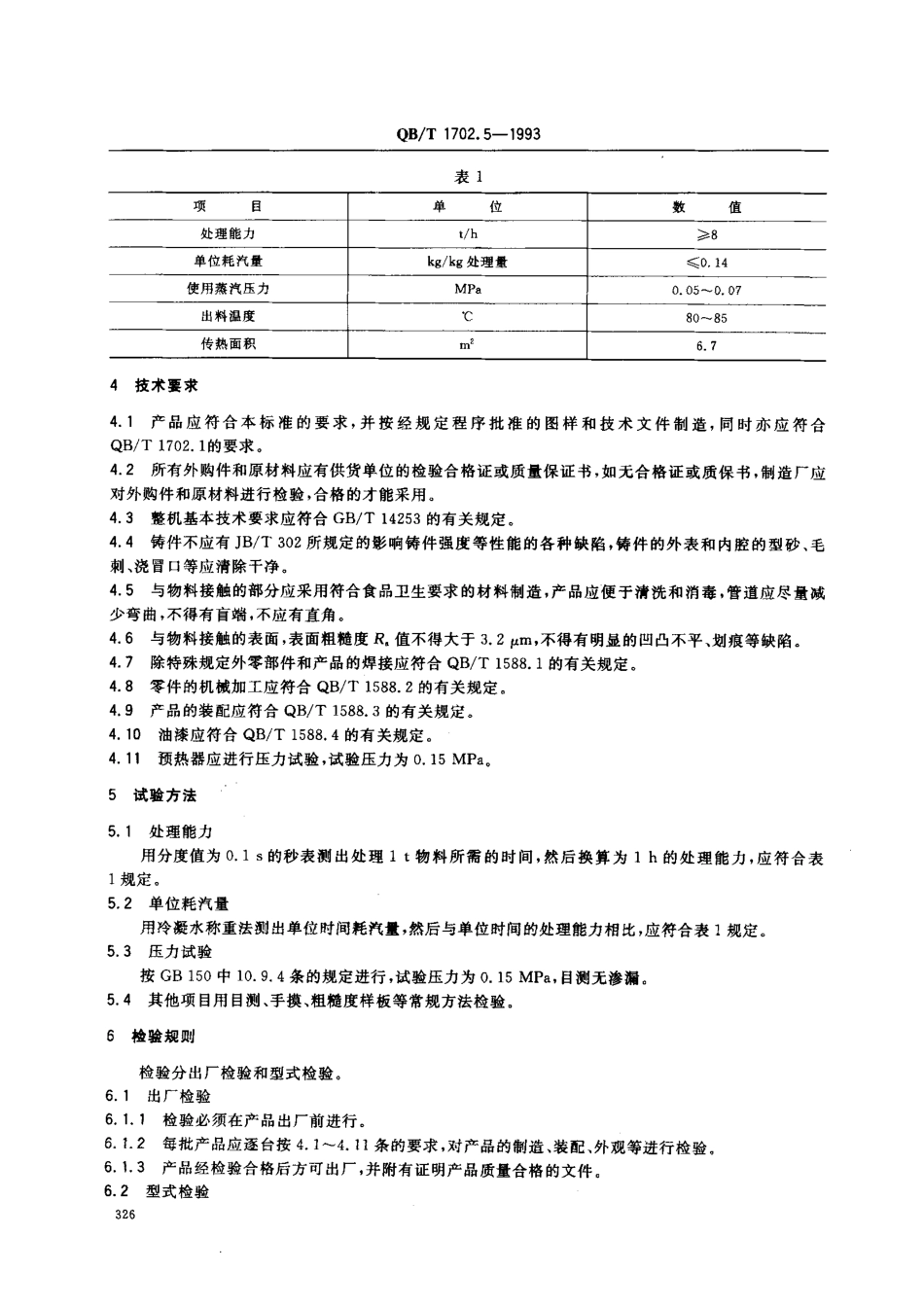
中华人民共和国轻工行业标准QB/T1702.5-1993预热器主肠内容与适用范围本标准规定了GT6Jl8型预热器产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于GTllBl型番茄酱成套设备中的预热器。2引用标准GB150钢制压力容器GB/T14253轻工机械通用技术条件JB/T302铸件缺陷名称分类QB/T1588.1轻工机械焊接件通用技术条件QB/T1588.2轻工机械切削加工件通用技术条件QB/T1588.3轻工机械装配通用技术条件QB/T1588.4轻工机械涂漆通用技术条件QB/T1702.112t/d番茄昔成套设备3产品分类3.1产品型式本产品是卧式列管式加热器。3.2产品型号GT6J18设备设计顺序号设备品种代号(预热)一设备类别代号(物料加工)一设备专业代号(雄头机械)注:产品型号由轻工业部杭州轻工机械设计研究所统一归口颁发3.3基本参数基本参数见表1,中华人民共和国轻工业部1993-03-28批准1993-10-01实施325QB/T1702.5-1993表1项目单位数值处理能力t/h》8单位耗汽量kg/kg处理量燕0.14使用蒸汽压力MPa0.05--0.07出料温度℃80--85传热面积m'6.74技术要求4.1产品应符合本标准的要求,并按经规定程序批准的图样和技术文件制造,同时亦应符合QB/T1702.1的要求。4.2所有外购件和原材料应有供货单位的检验合格证或质量保证书,如无合格证或质保书,制造厂应对外购件和原材料进行检验,合格的才能采用。4.3整机基本技术要求应符合GB/T14253的有关规定。4.4铸件不应有JB/T302所规定的影响铸件强度等性能的各种缺陷,铸件的外表和内腔的型砂、毛刺、浇冒口等应清除干净。4.5与物料接触的部分应采用符合食品卫生要求的材料制造,产品应便于清洗和消毒,管道应尽量减少弯曲,不得有盲端,不应有直角。4.6与物料接触的表面,表面粗糙度R,值不得大于3.2Km,不得有明显的凹凸不平、划痕等缺陷。4.7除特殊规定外零部件和产品的焊接应符合QB/T1588.1的有关规定。4.8零件的机械加工应符合QB/T1588.2的有关规定。4.9产品的装配应符合QB/T1588.3的有关规定。4.10油漆应符合QB/T1588.4的有关规定。4.11预热器应进行压力试验,试验压力为。.15MPa,5试验方法5.1处理能力用分度值为。.1s的秒表测出处理It物料所需的时间,然后换算为1h的处理能力,应符合表1规定。5.2单位耗汽量用冷凝水称重法测出单位时间耗汽量,然后与单位时间的处理能力相比,应符合表1规定。5.3压力试验按GB15。中10.9.4条的规定进行,试验压力为。.15MPa,目测无渗漏。5.4其他项目用目测、手摸、粗糙度样板等常规方法检验。6...