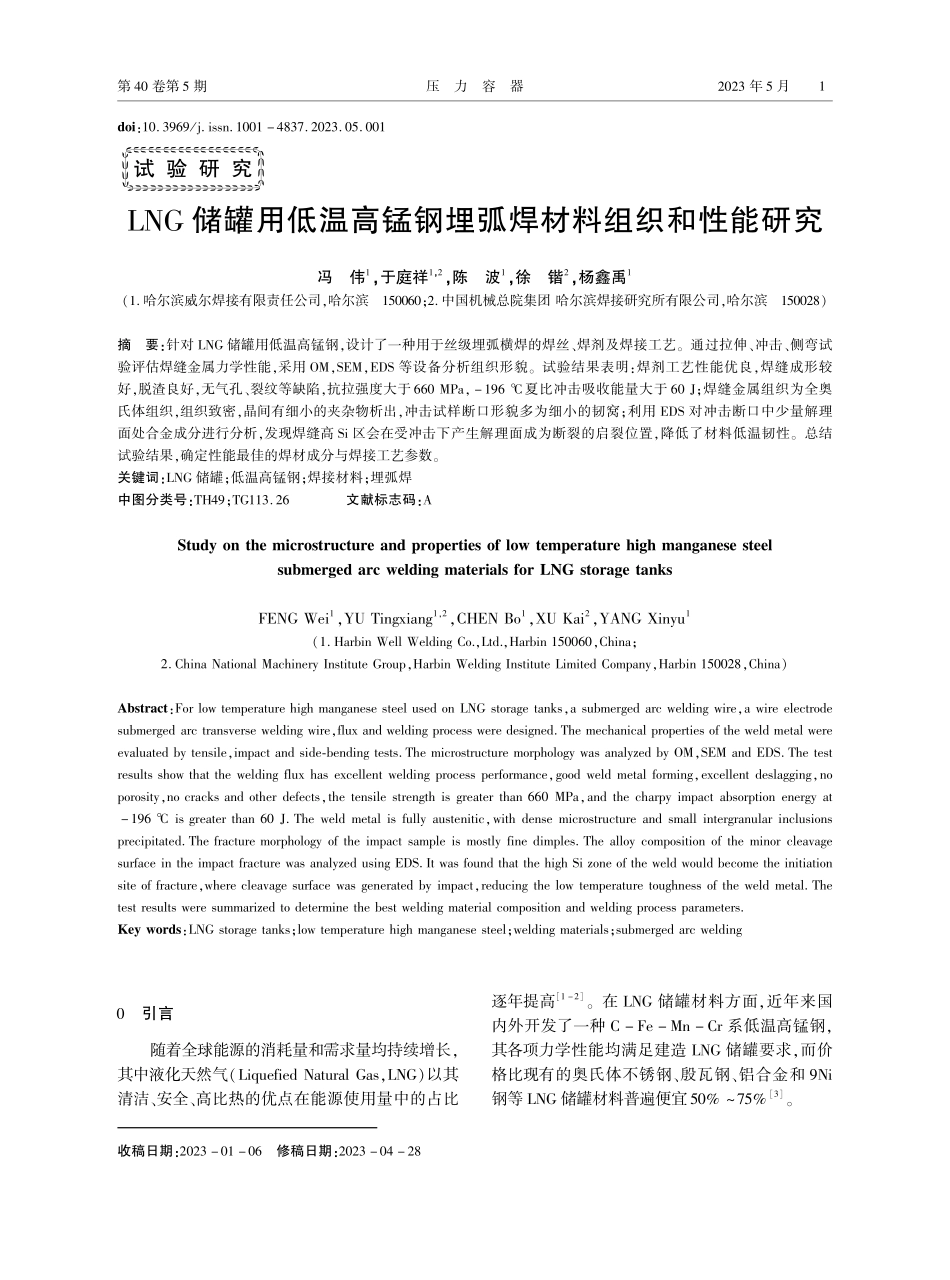
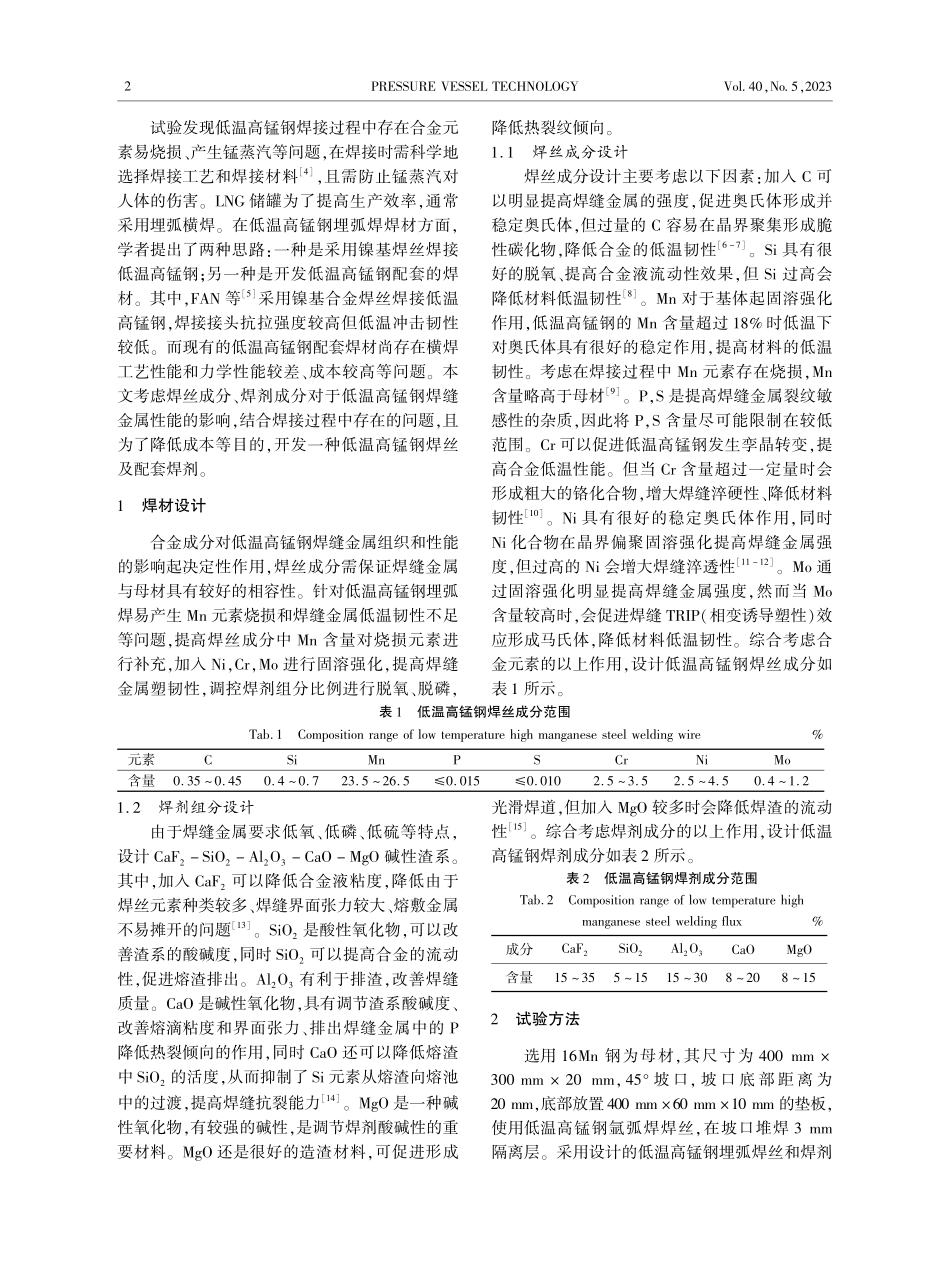
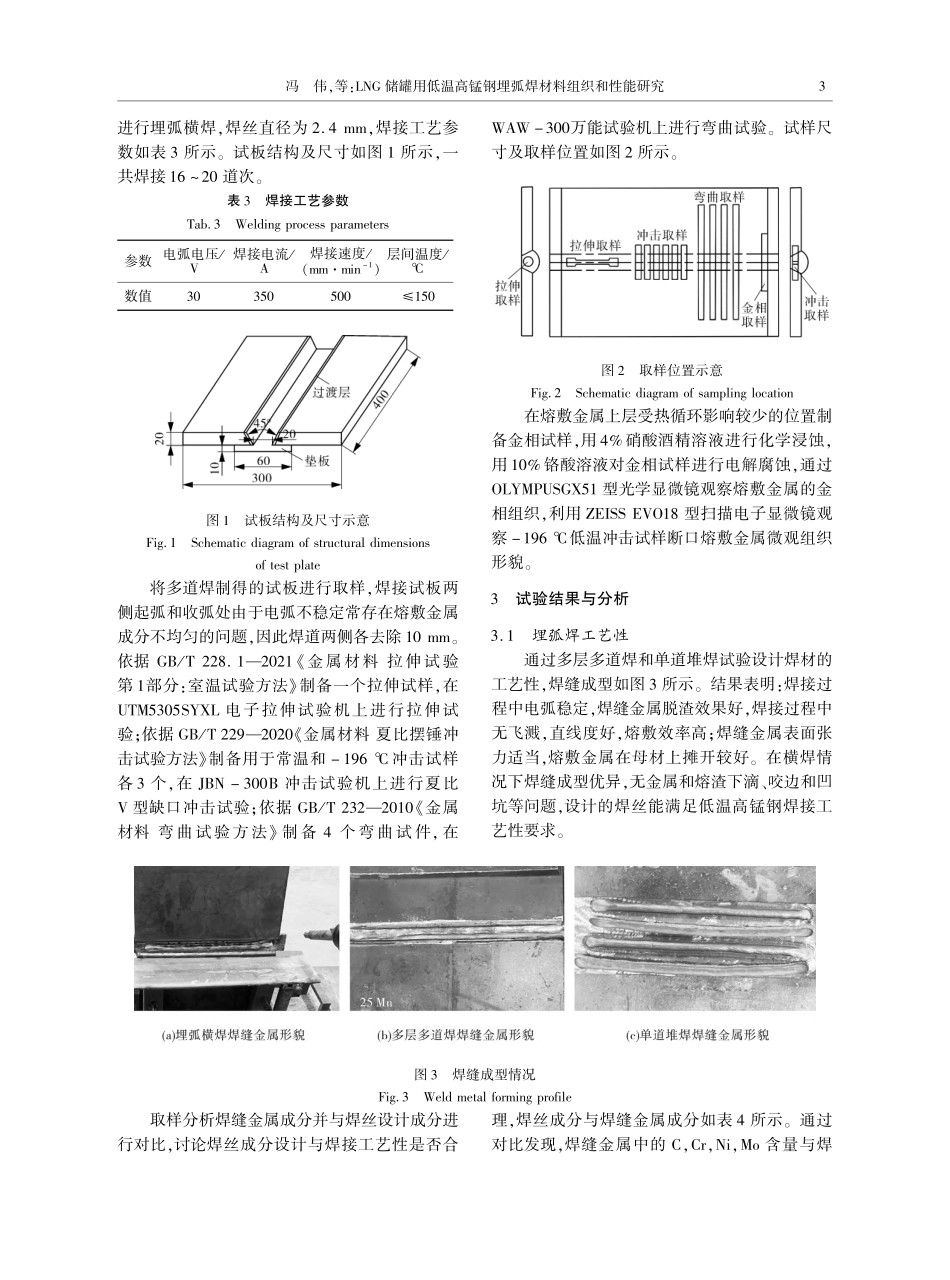
第40卷第5期压力容器2023年5月doi:10.3969/j.issn.1001-4837.2023.05.001■■■■■■■■■■■■■■■■■■■■■■试验研究LNG储罐用低温高锰钢埋弧焊材料组织和性能研究冯伟1,于庭祥1,2,陈波1,徐锴2,杨鑫禹1(1.哈尔滨威尔焊接有限责任公司,哈尔滨150060;2.中国机械总院集团哈尔滨焊接研究所有限公司,哈尔滨150028)摘要:针对LNG储罐用低温高锰钢,设计了一种用于丝级埋弧横焊的焊丝、焊剂及焊接工艺。通过拉伸、冲击、侧弯试验评估焊缝金属力学性能,采用OM,SEM,EDS等设备分析组织形貌。试验结果表明:焊剂工艺性能优良,焊缝成形较好,脱渣良好,无气孔、裂纹等缺陷,抗拉强度大于660MPa,-196℃夏比冲击吸收能量大于60J;焊缝金属组织为全奥氏体组织,组织致密,晶间有细小的夹杂物析出,冲击试样断口形貌多为细小的韧窝;利用EDS对冲击断口中少量解理面处合金成分进行分析,发现焊缝高Si区会在受冲击下产生解理面成为断裂的启裂位置,降低了材料低温韧性。总结试验结果,确定性能最佳的焊材成分与焊接工艺参数。关键词:LNG储罐;低温高锰钢;焊接材料;埋弧焊中图分类号:TH49;TG113.26文献标志码:AStudyonthemicrostructureandpropertiesoflowtemperaturehighmanganesesteelsubmergedarcweldingmaterialsforLNGstoragetanksFENGWei1,YUTingxiang1,2,CHENBo1,XUKai2,YANGXinyu1(1.HarbinWellWeldingCo.,Ltd.,Harbin150060,China;2.ChinaNationalMachineryInstituteGroup,HarbinWeldingInstituteLimitedCompany,Harbin150028,China)Abstract:ForlowtemperaturehighmanganesesteelusedonLNGstoragetanks,asubmergedarcweldingwire,awireelectrodesubmergedarctransverseweldingwire,fluxandweldingp...