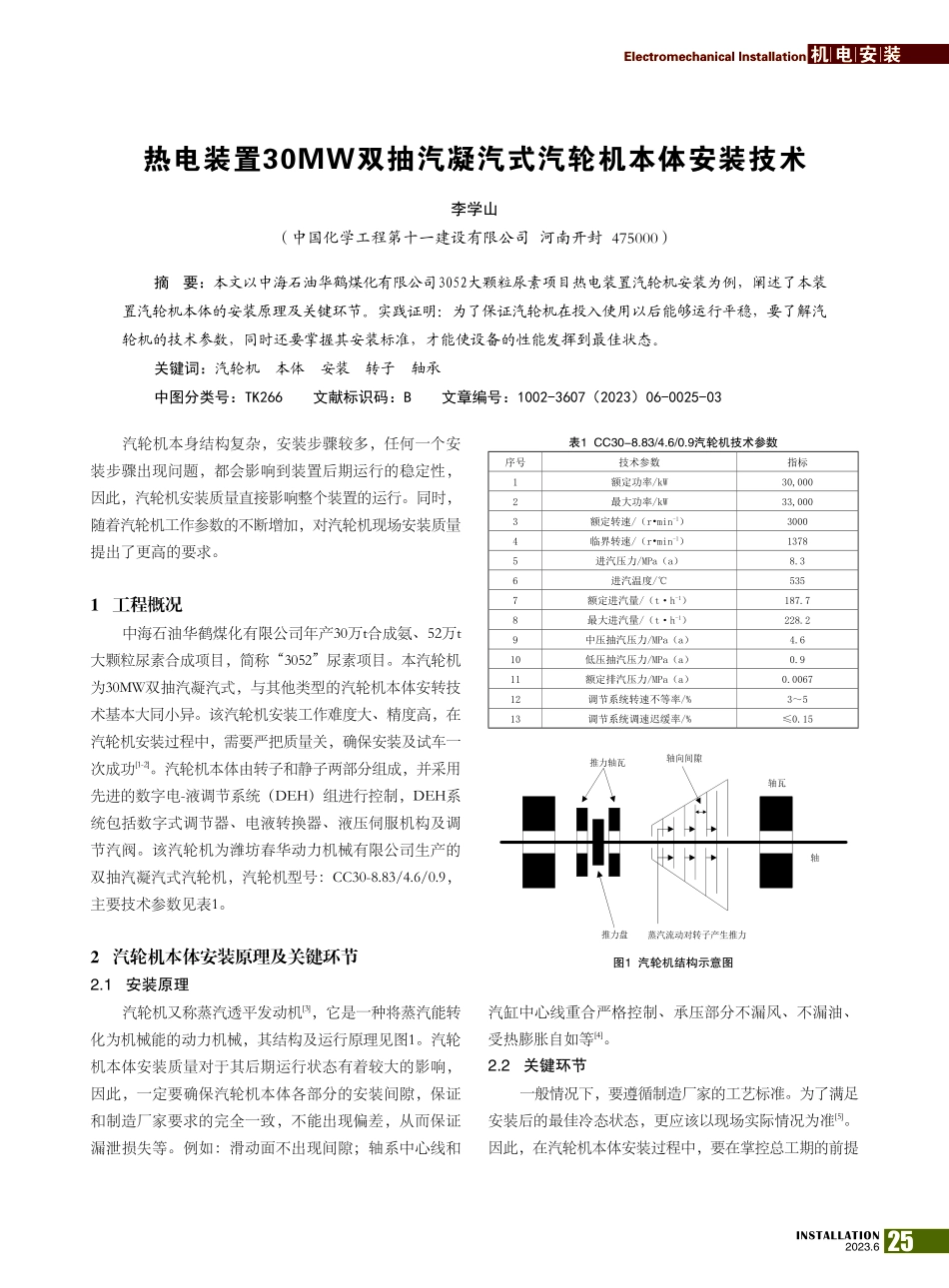
25INSTALLATION2023.6ElectromechanicalInstallation机电安装李学山(中国化学工程第十一建设有限公司河南开封475000)摘要:本文以中海石油华鹤煤化有限公司3052大颗粒尿素项目热电装置汽轮机安装为例,阐述了本装置汽轮机本体的安装原理及关键环节。实践证明:为了保证汽轮机在投入使用以后能够运行平稳,要了解汽轮机的技术参数,同时还要掌握其安装标准,才能使设备的性能发挥到最佳状态。关键词:汽轮机本体安装转子轴承中图分类号:TK266文献标识码:B文章编号:1002-3607(2023)06-0025-03热电装置30MW双抽汽凝汽式汽轮机本体安装技术汽轮机本身结构复杂,安装步骤较多,任何一个安装步骤出现问题,都会影响到装置后期运行的稳定性,因此,汽轮机安装质量直接影响整个装置的运行。同时,随着汽轮机工作参数的不断增加,对汽轮机现场安装质量提出了更高的要求。1工程概况中海石油华鹤煤化有限公司年产30万t合成氨、52万t大颗粒尿素合成项目,简称“3052”尿素项目。本汽轮机为30MW双抽汽凝汽式,与其他类型的汽轮机本体安转技术基本大同小异。该汽轮机安装工作难度大、精度高,在汽轮机安装过程中,需要严把质量关,确保安装及试车一次成功[1-2]。汽轮机本体由转子和静子两部分组成,并采用先进的数字电-液调节系统(DEH)组进行控制,DEH系统包括数字式调节器、电液转换器、液压伺服机构及调节汽阀。该汽轮机为潍坊春华动力机械有限公司生产的双抽汽凝汽式汽轮机,汽轮机型号:CC30-8.83/4.6/0.9,主要技术参数见表1。2汽轮机本体安装原理及关键环节2.1安装原理汽轮机又称蒸汽透平发动机[3],它是一种将蒸汽能转化为机械能的动力机械,其结构及运行原理见图1。汽轮机本体安装质量对于其后期运行状态有着较大的影响,因此,一定要确保汽轮机本体各部分的安装间隙,保证和制造厂家要求的完全一致,不能出现偏差,从而保证漏泄损失等。例如:滑动面不出现间隙;轴系中心线和表1CC30-8.83/4.6/0.9汽轮机技术参数序号技术参数指标1额定功率/kW30,0002最大功率/kW33,0003额定转速/(r•min-1)30004临界转速/(r•min-1)13785进汽压力/MPa(a)8.36进汽温度/℃5357额定进汽量/(t·h-1)187.78最大进汽量/(t·h-1)228.29中压抽汽压力/MPa(a)4.610低压抽汽压力/MPa(a)0.911额定排汽压力/MPa(a)0.006712调节系统转速不等率/%3~513调节系统调速迟缓率/%≤0.15推力盘推力轴瓦轴瓦轴蒸汽流动对转子产生推力轴向间隙图1汽轮机结构示意图汽缸...