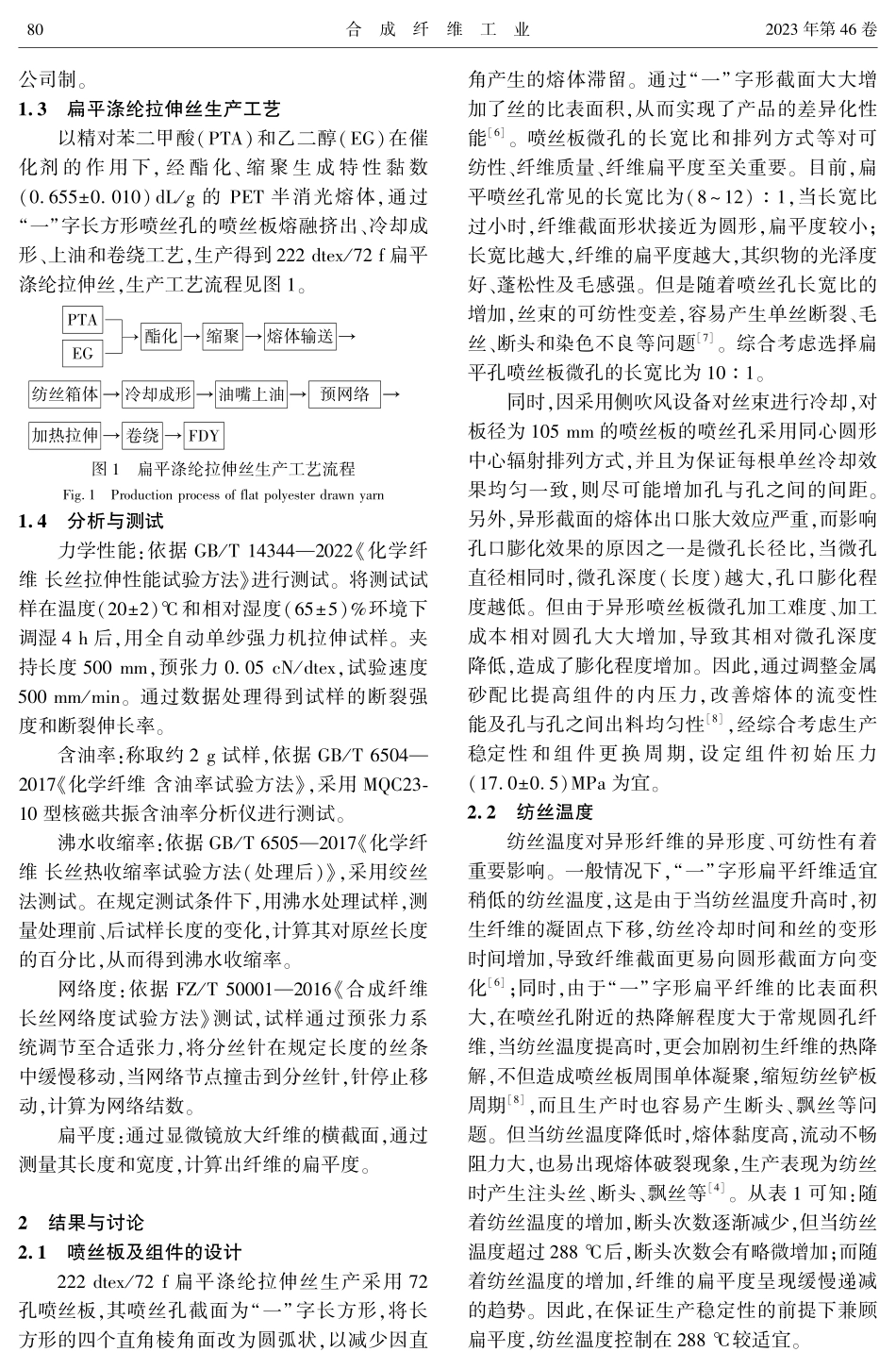
实践与经验合成纤维工业,2023,46(2):79CHINASYNTHETICFIBERINDUSTRY收稿日期:2022-07-23;修改稿收到日期:2023-02-24。作者简介:陈蕾(1987—),女,硕士研究生,主要从事聚酯生产技术及管理工作。E-mail:lr@zjtkgf.com。∗通信联系人。E-mail:wangchunyan3@126.com。熔体直纺222dtex/72f扁平涤纶拉伸丝的生产工艺优化陈蕾1,王春燕2∗,邱中南2,陆建伟2(1.桐昆集团股份有限公司,浙江桐乡314500;2.桐昆集团浙江恒通化纤有限公司,浙江桐乡314500)摘要:采用熔体直纺工艺路线生产222dtex/72f扁平涤纶拉伸丝,针对生产过程中容易产生毛丝、断头等现象,重点对所用喷丝板、纺丝温度、冷却条件、拉伸工艺和上油工艺等进行了优化。结果表明:选择扁平孔喷丝板微孔长宽比101、组件初始压力(17.0±0.5)MPa,生产稳定性较好;在纺丝温度288℃、冷却风速0.80m/s、无风区高度65mm、集束位置1200mm、拉伸倍数2.60、第一热辊温度92℃、第二热辊温度132℃、油剂质量分数20%、纤维含油率1.00%、主网络气压0.35MPa、油嘴与导丝钩间距为20cm的工艺条件下,生产222dtex/72f扁平涤纶拉伸丝过程中毛丝和断头显著减少,满卷率达98.0%以上,且产品各项质量指标符合FZ/T54039—2018《异形涤纶牵伸丝》规定的优等品要求,纤维断裂强度为3.80cN/dtex,断裂伸长率为27.5%,扁平度为4.0。关键词:聚对苯二甲酸乙二酯纤维拉伸丝扁平异形纤维熔体直纺生产工艺优化中图分类号:TQ342+.21文献标识码:B文章编号:1001-0041(2023)02-0079-05涤纶长丝是合成纤维中产量最大、用途最广的品种,主要用于家纺、服装和产业用等领域。近年来,随着涤纶长丝产量的增加,长丝品种也逐步增加,主要分为常规、细旦、差别化、柔性化、高性能等系列产品。其中,差别化、柔性化产品主要通过物理改性和化学改性对纤维的性能进行改善,而物理改性主要是通过纤维截面异形化,即采用扁平、三叶、三角、中空、十字、王字等异形喷丝孔的喷丝板纺制异形纤维[1]。扁平纤维是最常见的一种异形纤维,是通过物理改性即聚酯熔体经“一”字长方形喷丝孔纺制而成。该方法不需要添加化学助剂,在保留涤纶优良性能的基础上,又具有独特的闪光性、抗弯刚度、耐污性和手感舒适性等性能[2],其后道加工产品主要为珊瑚绒、桃皮绒等绒类服装及家纺面料,具有非常广阔的市场前景[3]。基于此,桐昆集团在以300kt/a“一头两尾”四釜聚合装置(“一头两尾”即第一酯化反应釜和第二酯化反应釜分别为一套设备,但从第二酯化釜反应系统出料开始分两条线路,并联差别生...