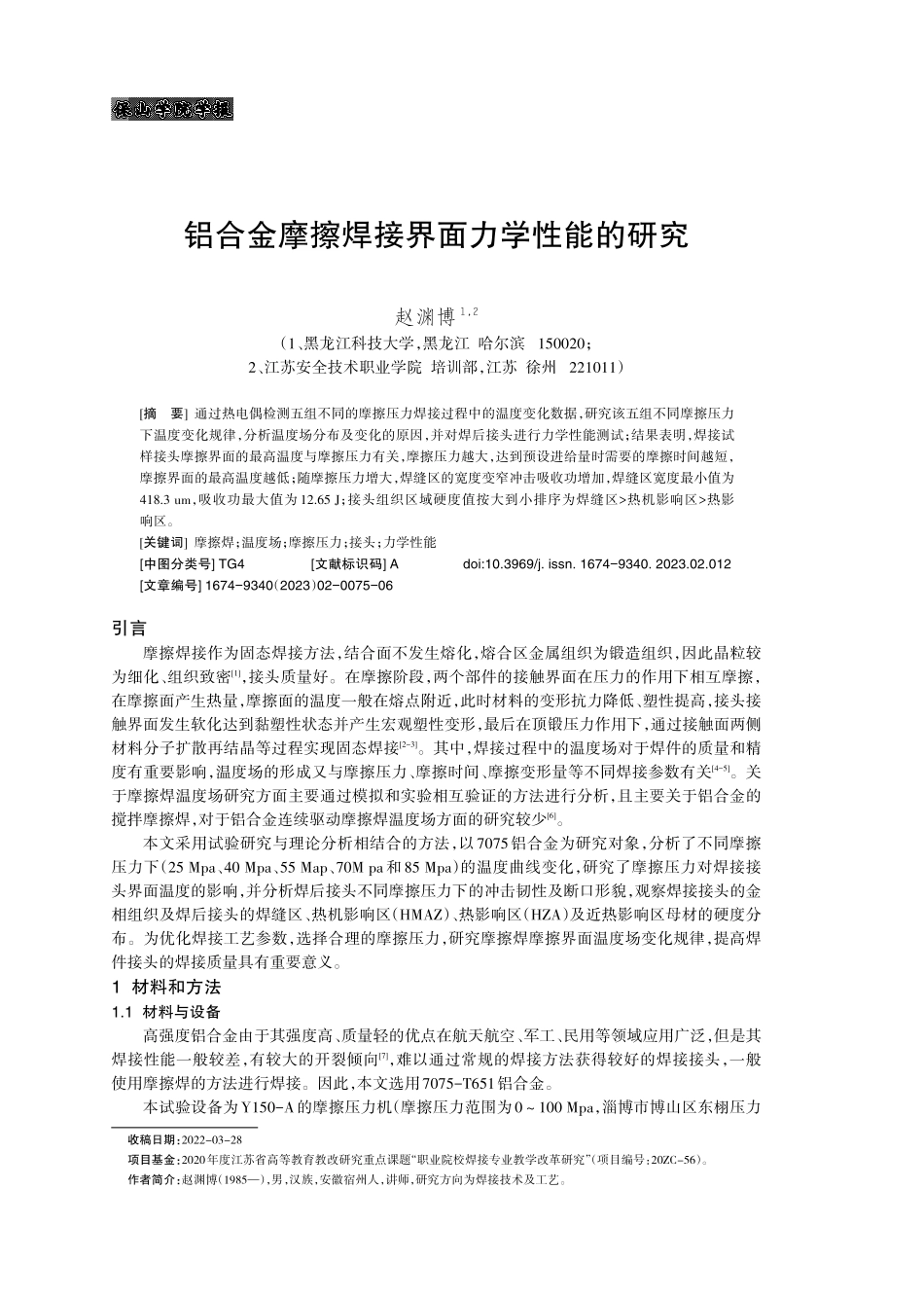
丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌丌保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报保山学院学报铝合金摩擦焊接界面力学性能的研究赵渊博1,2(1、黑龙江科技大学,黑龙江哈尔滨150020;2、江苏安全技术职业学院培训部,江苏徐州221011)[摘要]通过热电偶检测五组不同的摩擦压力焊接过程中的温度变化数据,研究该五组不同摩擦压力下温度变化规律,分析温度场分布及变化的原因,并对焊后接头进行力学性能测试;结果表明,焊接试样接头摩擦界面的最高温度与摩擦压力有关,摩擦压力越大,达到预设进给量时需要的摩擦时间越短,摩擦界面的最高温度越低;随摩擦压力增大,焊缝区的宽度变窄冲击吸收功增加,焊缝区宽度最小值为418.3um,吸收功最大值为12.65J;接头组织区域硬度值按大到小排序为焊缝区>热机影响区>热影响区。[关键词]摩擦焊;温度场;摩擦压力;接头;力学性能[中图分类号]TG4[文献标识码]Adoi:10.3969/j.issn.1674-9340.2023.02.012[文章编号]1674-9340(2023)02-0075-06收稿日期:2022-03-28项目基金:2020年度江苏省高等教育教改研究重点课题“职业院校焊接专业教学改...