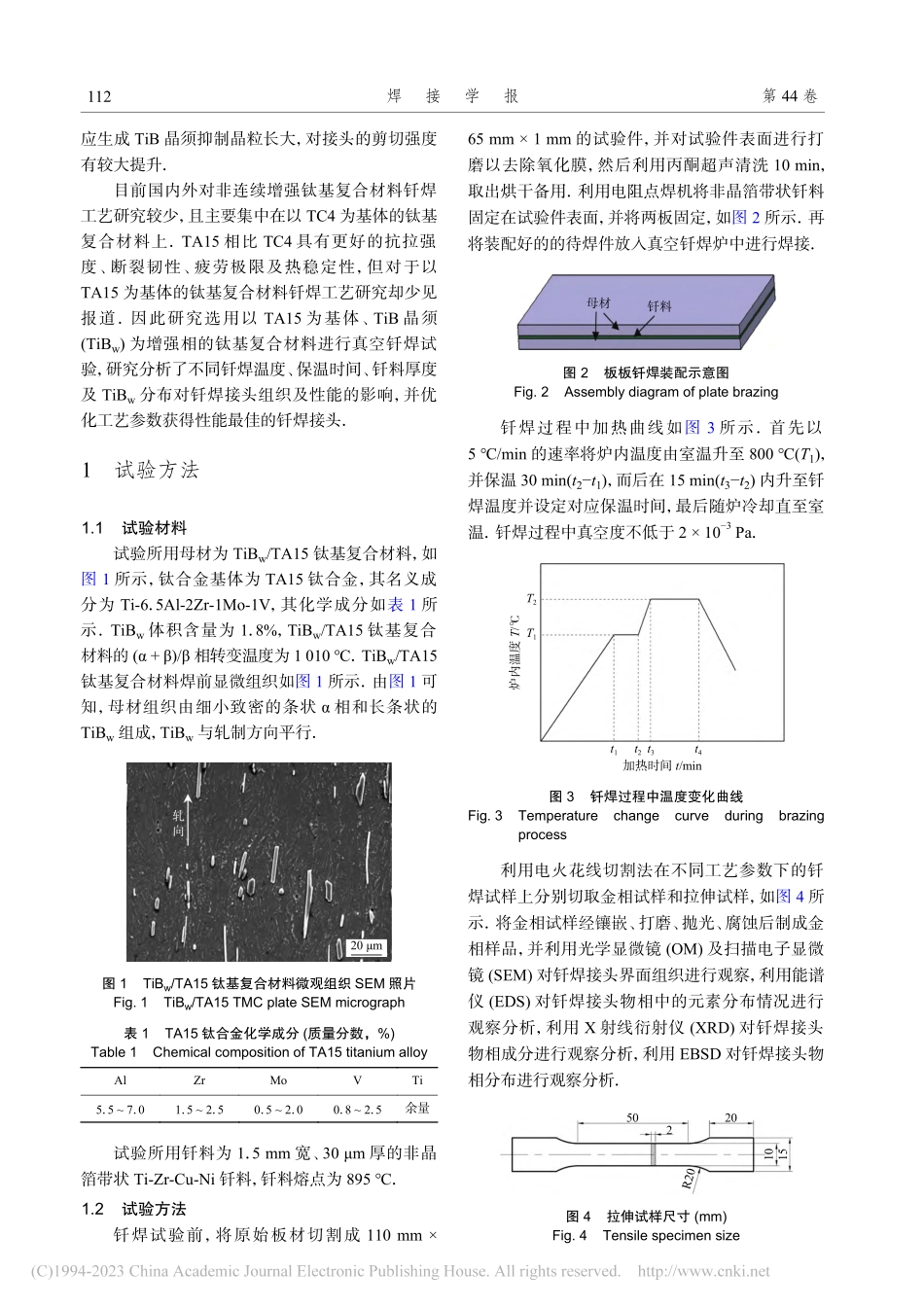
TiBw/TA15钛基复合材料真空钎焊界面组织及性能研究叶嘉宝,李晓红,邓云华,谢志怡,文彦臻(中国航空制造技术研究院航空焊接与连接技术航空科技重点实验室,北京,100024)摘要:采用Ti-Zr-Cu-Ni钎料对TiBw/TA15钛基复合材料进行真空钎焊,对不同工艺参数下钎焊接头组织及性能进行分析.结果表明,钎焊界面主要由针状的α-Ti相、间隙β-Ti相及Ti2(Cu,Ni)金属间化合物及TiBw增强相组成.随着钎焊温度(920~980℃)和保温时间(60~150min)的增加,针状α-Ti相占比增加,金属间化合物减少,TiBw分布趋于均匀,接头力学性能增加.但较长的保温时间导致界面宽度增加,使接头整体塑性下降.钎料添加量较少且适宜的情况下,钎焊温度980℃,保温时间90min下能获得最佳力学性能.创新点:(1)采用Ti-Zr-Cu-Ni钎料钎焊TiBw/TA15钛基复合材料,通过调节钎焊工艺参数获得了良好的钎焊接头.(2)研究了不同钎焊工艺参数对TiBw/TA15钛基复合材料钎焊接头微观组织及力学性能的影响.关键词:钛基复合材料;真空钎焊;钎焊接头;界面组织;工艺参数中图分类号:TG454文献标识码:Adoi:10.12073/j.hjxb.202208110010序言钛合金具有比强度高、耐腐蚀性好、热稳定性及焊接性能好等优点从而广泛应用于航空航天、海洋工程、交通运输、医疗器械等领域[1-3],然而TC4、TA15等常用钛合金的长期使用温度低于500℃[4-5].在钛合金基体中添加增强相制成钛基复合材料则能提高其使用温度[6],尤其是非连续增强钛基复合材料相比传统钛合金具有更高的强度、更好的耐磨性、更高的服役温度,这些优点使得钛基复合材料具有广阔的应用前景[7-9].钛基复合材料虽具有诸多优点,但增强体与基体在物理及化学性质上的差异,导致其加工性能较差[10-11].对于易氧化材料,可将装配好钎料的焊件置于真空炉中进行加热钎焊,称为真空钎焊.焊件在焊接过程中处于真空气氛的保护下,能避免高温下氮气、氧气等气体对钎焊界面的污染,使得焊缝成形良好,非常适合焊接薄壁及结构较复杂的接头[12].目前对于非连续增强钛基复合材料真空钎焊工艺研究主要集中在以TC4为基体的钛基复合材料上.在钛基复合材料的钎料选择上主要有Ag基钎料[13-14]和Ti基钎料[15-17]两类.相比Ag基钎料,Ti基钎料与钛合金基体冶金相容性更好,服役温度更高,有利于获得力学性能更佳的钎焊接头[18].此外,在钎料中加入Zr元素可与Ti无限互溶成为强化元素[19],加入Cu、Ni元素可与Ti、Zr形成低熔点共晶降低钎料熔化温度[20].因此目前主要选择Ti-Zr-Cu-...