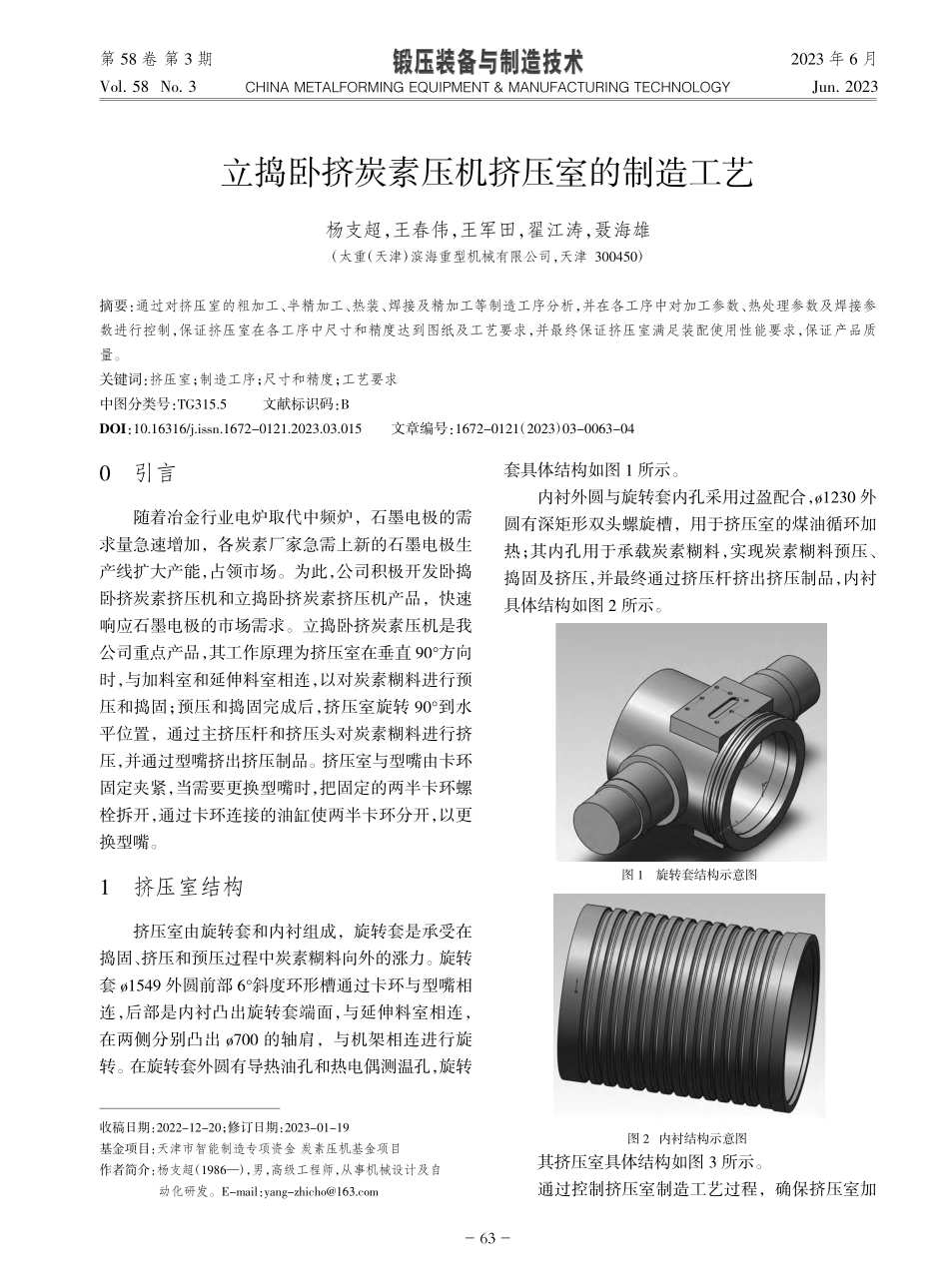
第3期0引言随着冶金行业电炉取代中频炉,石墨电极的需求量急速增加,各炭素厂家急需上新的石墨电极生产线扩大产能,占领市场。为此,公司积极开发卧捣卧挤炭素挤压机和立捣卧挤炭素挤压机产品,快速响应石墨电极的市场需求。立捣卧挤炭素压机是我公司重点产品,其工作原理为挤压室在垂直90°方向时,与加料室和延伸料室相连,以对炭素糊料进行预压和捣固;预压和捣固完成后,挤压室旋转90°到水平位置,通过主挤压杆和挤压头对炭素糊料进行挤压,并通过型嘴挤出挤压制品。挤压室与型嘴由卡环固定夹紧,当需要更换型嘴时,把固定的两半卡环螺栓拆开,通过卡环连接的油缸使两半卡环分开,以更换型嘴。1挤压室结构挤压室由旋转套和内衬组成,旋转套是承受在捣固、挤压和预压过程中炭素糊料向外的涨力。旋转套ø1549外圆前部6°斜度环形槽通过卡环与型嘴相连,后部是内衬凸出旋转套端面,与延伸料室相连,在两侧分别凸出ø700的轴肩,与机架相连进行旋转。在旋转套外圆有导热油孔和热电偶测温孔,旋转套具体结构如图1所示。内衬外圆与旋转套内孔采用过盈配合,ø1230外圆有深矩形双头螺旋槽,用于挤压室的煤油循环加热;其内孔用于承载炭素糊料,实现炭素糊料预压、捣固及挤压,并最终通过挤压杆挤出挤压制品,内衬具体结构如图2所示。其挤压室具体结构如图3所示。通过控制挤压室制造工艺过程,确保挤压室加收稿日期:2022-12-20;修订日期:2023-01-19基金项目:天津市智能制造专项资金炭素压机基金项目作者简介:杨支超(1986—),男,高级工程师,从事机械设计及自动化研发。E-mail:yang-zhicho@163.com立捣卧挤炭素压机挤压室的制造工艺杨支超,王春伟,王军田,翟江涛,聂海雄(太重(天津)滨海重型机械有限公司,天津300450)摘要:通过对挤压室的粗加工、半精加工、热装、焊接及精加工等制造工序分析,并在各工序中对加工参数、热处理参数及焊接参数进行控制,保证挤压室在各工序中尺寸和精度达到图纸及工艺要求,并最终保证挤压室满足装配使用性能要求,保证产品质量。关键词:挤压室;制造工序;尺寸和精度;工艺要求中图分类号:TG315.5文献标识码:BDOI:10.16316/j.issn.1672-0121.2023.03.015文章编号:1672-0121(2023)03-0063-04第58卷第3期Vol.58No.3CHINAMETALFORMINGEQUIPMENT&MANUFACTURINGTECHNOLOGY2023年6月Jun.2023图1旋转套结构示意图图2内衬结构示意图63--第58卷图3挤压室结构示意图内衬旋转套工后满足图纸要求,顺利完成...