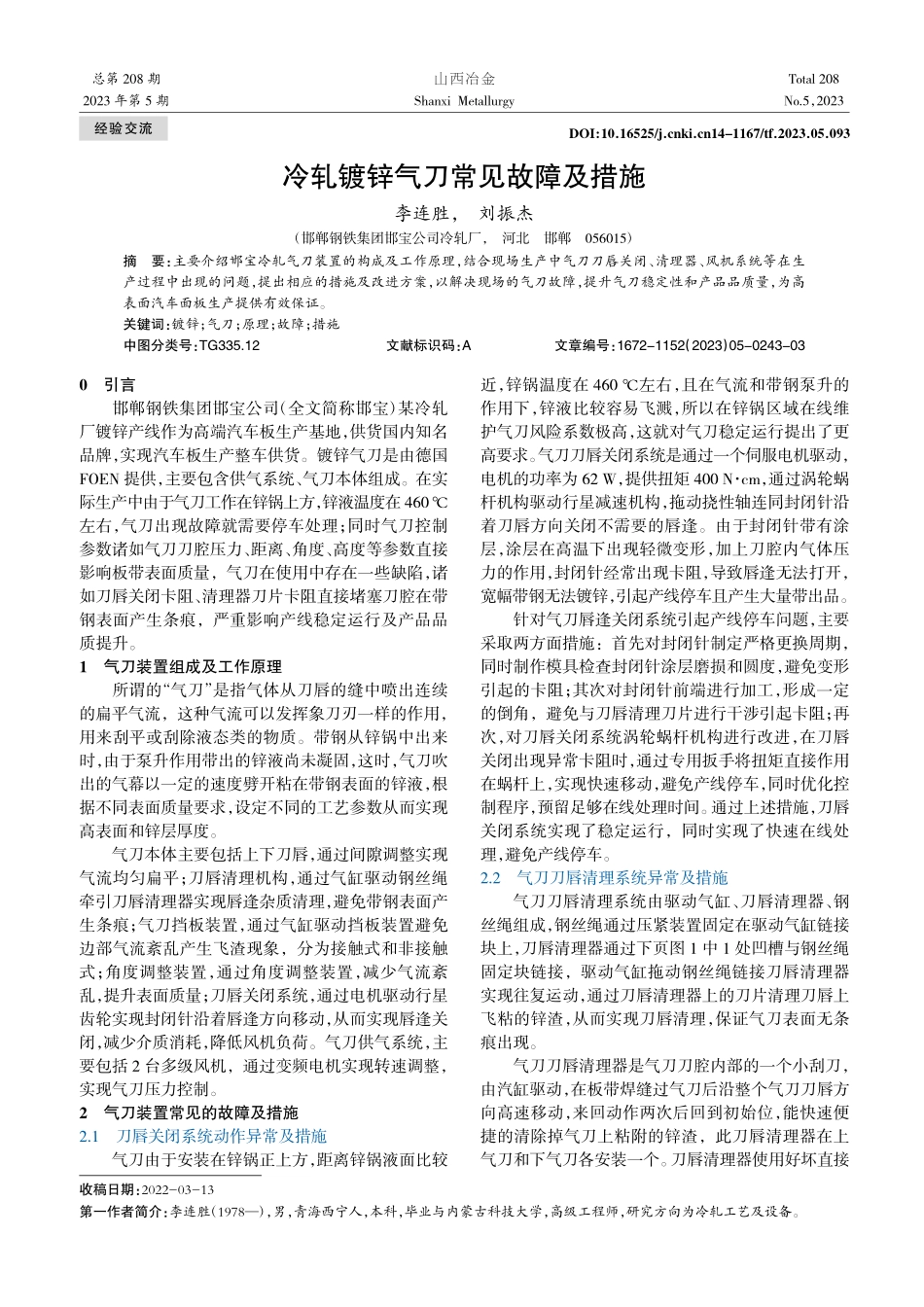
冷轧镀锌气刀常见故障及措施李连胜,刘振杰(邯郸钢铁集团邯宝公司冷轧厂,河北邯郸056015)摘要:主要介绍邯宝冷轧气刀装置的构成及工作原理,结合现场生产中气刀刀唇关闭、清理器、风机系统等在生产过程中出现的问题,提出相应的措施及改进方案,以解决现场的气刀故障,提升气刀稳定性和产品品质量,为高表面汽车面板生产提供有效保证。关键词:镀锌;气刀;原理;故障;措施中图分类号:TG335.12文献标识码:A文章编号:1672-1152(2023)05-0243-030引言邯郸钢铁集团邯宝公司(全文简称邯宝)某冷轧厂镀锌产线作为高端汽车板生产基地,供货国内知名品牌,实现汽车板生产整车供货。镀锌气刀是由德国FOEN提供,主要包含供气系统、气刀本体组成。在实际生产中由于气刀工作在锌锅上方,锌液温度在460℃左右,气刀出现故障就需要停车处理;同时气刀控制参数诸如气刀刀腔压力、距离、角度、高度等参数直接影响板带表面质量,气刀在使用中存在一些缺陷,诸如刀唇关闭卡阻、清理器刀片卡阻直接堵塞刀腔在带钢表面产生条痕,严重影响产线稳定运行及产品品质提升。1气刀装置组成及工作原理所谓的“气刀”是指气体从刀唇的缝中喷出连续的扁平气流,这种气流可以发挥象刀刃一样的作用,用来刮平或刮除液态类的物质。带钢从锌锅中出来时,由于泵升作用带出的锌液尚未凝固,这时,气刀吹出的气幕以一定的速度劈开粘在带钢表面的锌液,根据不同表面质量要求,设定不同的工艺参数从而实现高表面和锌层厚度。气刀本体主要包括上下刀唇,通过间隙调整实现气流均匀扁平;刀唇清理机构,通过气缸驱动钢丝绳牵引刀唇清理器实现唇逢杂质清理,避免带钢表面产生条痕;气刀挡板装置,通过气缸驱动挡板装置避免边部气流紊乱产生飞渣现象,分为接触式和非接触式;角度调整装置,通过角度调整装置,减少气流紊乱,提升表面质量;刀唇关闭系统,通过电机驱动行星齿轮实现封闭针沿着唇逢方向移动,从而实现唇逢关闭,减少介质消耗,降低风机负荷。气刀供气系统,主要包括2台多级风机,通过变频电机实现转速调整,实现气刀压力控制。2气刀装置常见的故障及措施2.1刀唇关闭系统动作异常及措施气刀由于安装在锌锅正上方,距离锌锅液面比较近,锌锅温度在460℃左右,且在气流和带钢泵升的作用下,锌液比较容易飞溅,所以在锌锅区域在线维护气刀风险系数极高,这就对气刀稳定运行提出了更高要求。气刀刀唇关闭系统是通过一个伺服电机驱动,电机的功率为62W,提供扭矩400N·cm,通...