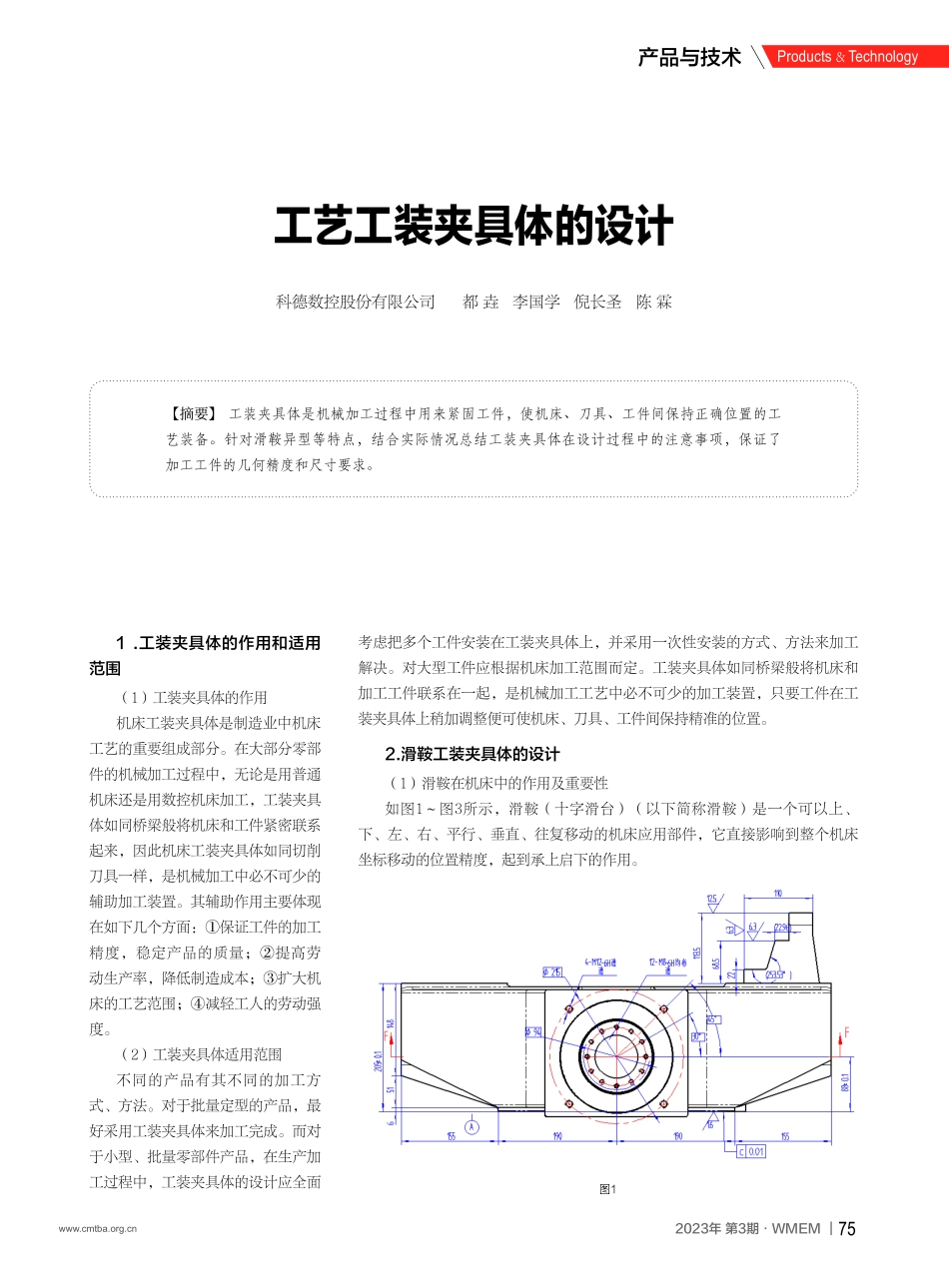
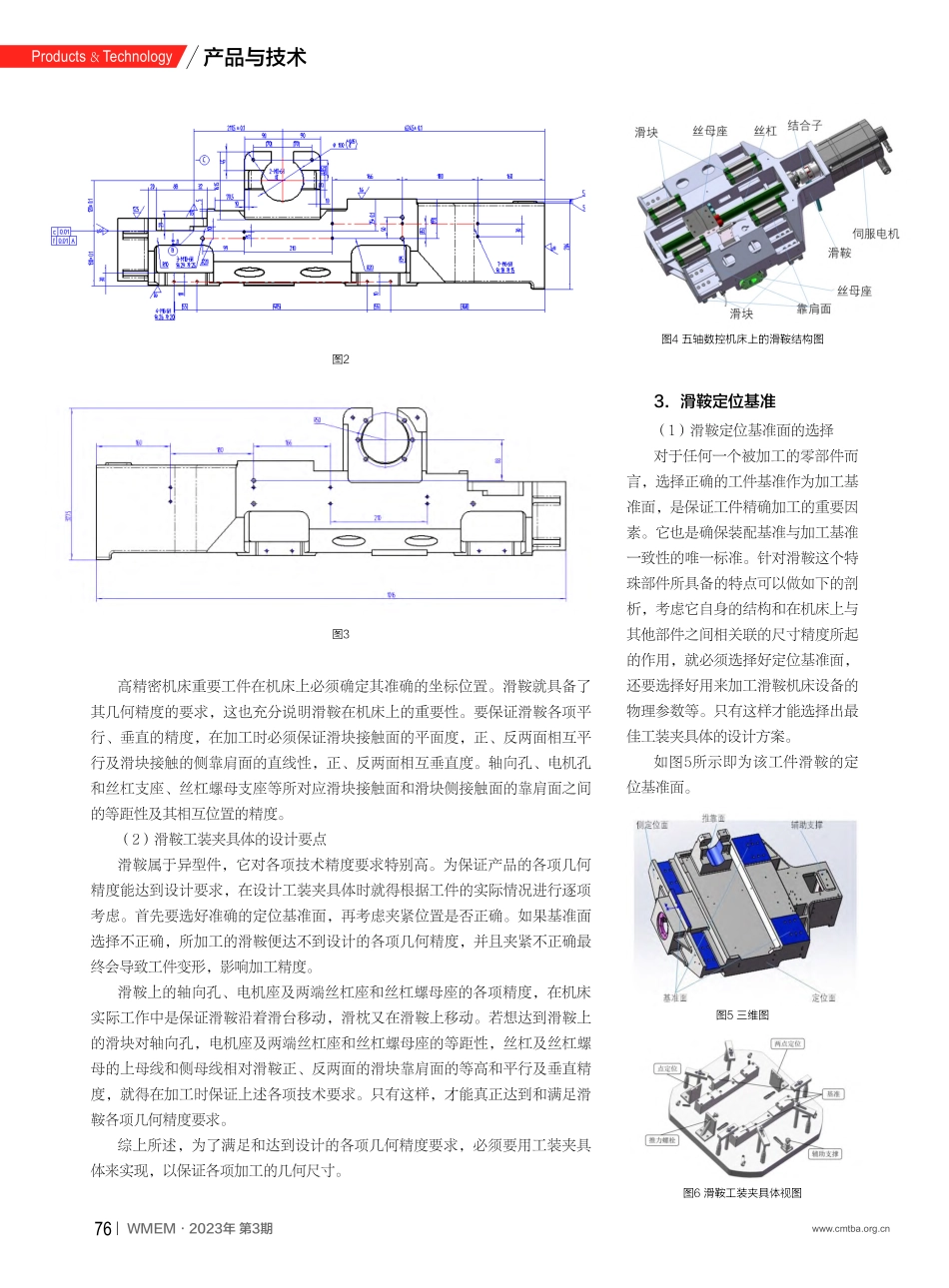
Products&Technology产品与技术75www.cmtba.org.cn2023年第3期·WMEM工艺工装夹具体的设计科德数控股份有限公司都垚李国学倪长圣陈霖【摘要】工装夹具体是机械加工过程中用来紧固工件,使机床、刀具、工件间保持正确位置的工艺装备。针对滑鞍异型等特点,结合实际情况总结工装夹具体在设计过程中的注意事项,保证了加工工件的几何精度和尺寸要求。1.工装夹具体的作用和适用范围(1)工装夹具体的作用机床工装夹具体是制造业中机床工艺的重要组成部分。在大部分零部件的机械加工过程中,无论是用普通机床还是用数控机床加工,工装夹具体如同桥梁般将机床和工件紧密联系起来,因此机床工装夹具体如同切削刀具一样,是机械加工中必不可少的辅助加工装置。其辅助作用主要体现在如下几个方面:①保证工件的加工精度,稳定产品的质量;②提高劳动生产率,降低制造成本;③扩大机床的工艺范围;④减轻工人的劳动强度。(2)工装夹具体适用范围不同的产品有其不同的加工方式、方法。对于批量定型的产品,最好采用工装夹具体来加工完成。而对于小型、批量零部件产品,在生产加工过程中,工装夹具体的设计应全面考虑把多个工件安装在工装夹具体上,并采用一次性安装的方式、方法来加工解决。对大型工件应根据机床加工范围而定。工装夹具体如同桥梁般将机床和加工工件联系在一起,是机械加工工艺中必不可少的加工装置,只要工件在工装夹具体上稍加调整便可使机床、刀具、工件间保持精准的位置。2.滑鞍工装夹具体的设计(1)滑鞍在机床中的作用及重要性如图1~图3所示,滑鞍(十字滑台)(以下简称滑鞍)是一个可以上、下、左、右、平行、垂直、往复移动的机床应用部件,它直接影响到整个机床坐标移动的位置精度,起到承上启下的作用。图1Products&Technology产品与技术76www.cmtba.org.cnWMEM·2023年第3期图2图3高精密机床重要工件在机床上必须确定其准确的坐标位置。滑鞍就具备了其几何精度的要求,这也充分说明滑鞍在机床上的重要性。要保证滑鞍各项平行、垂直的精度,在加工时必须保证滑块接触面的平面度,正、反两面相互平行及滑块接触的侧靠肩面的直线性,正、反两面相互垂直度。轴向孔、电机孔和丝杠支座、丝杠螺母支座等所对应滑块接触面和滑块侧接触面的靠肩面之间的等距性及其相互位置的精度。(2)滑鞍工装夹具体的设计要点滑鞍属于异型件,它对各项技术精度要求特别高。为保证产品的各项几何精度能达到设计要求,在设计工装夹具体时就得根据工件的...