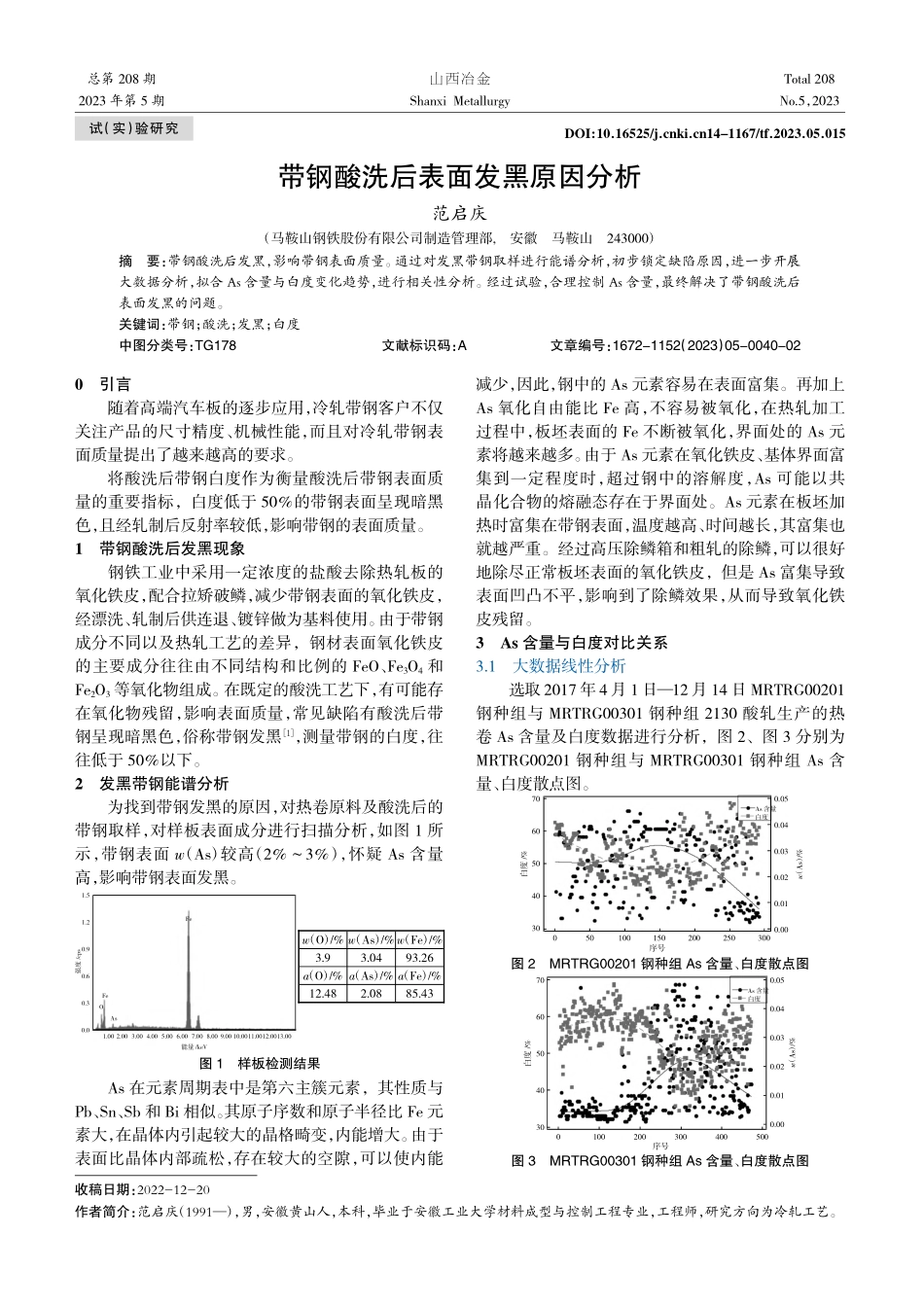
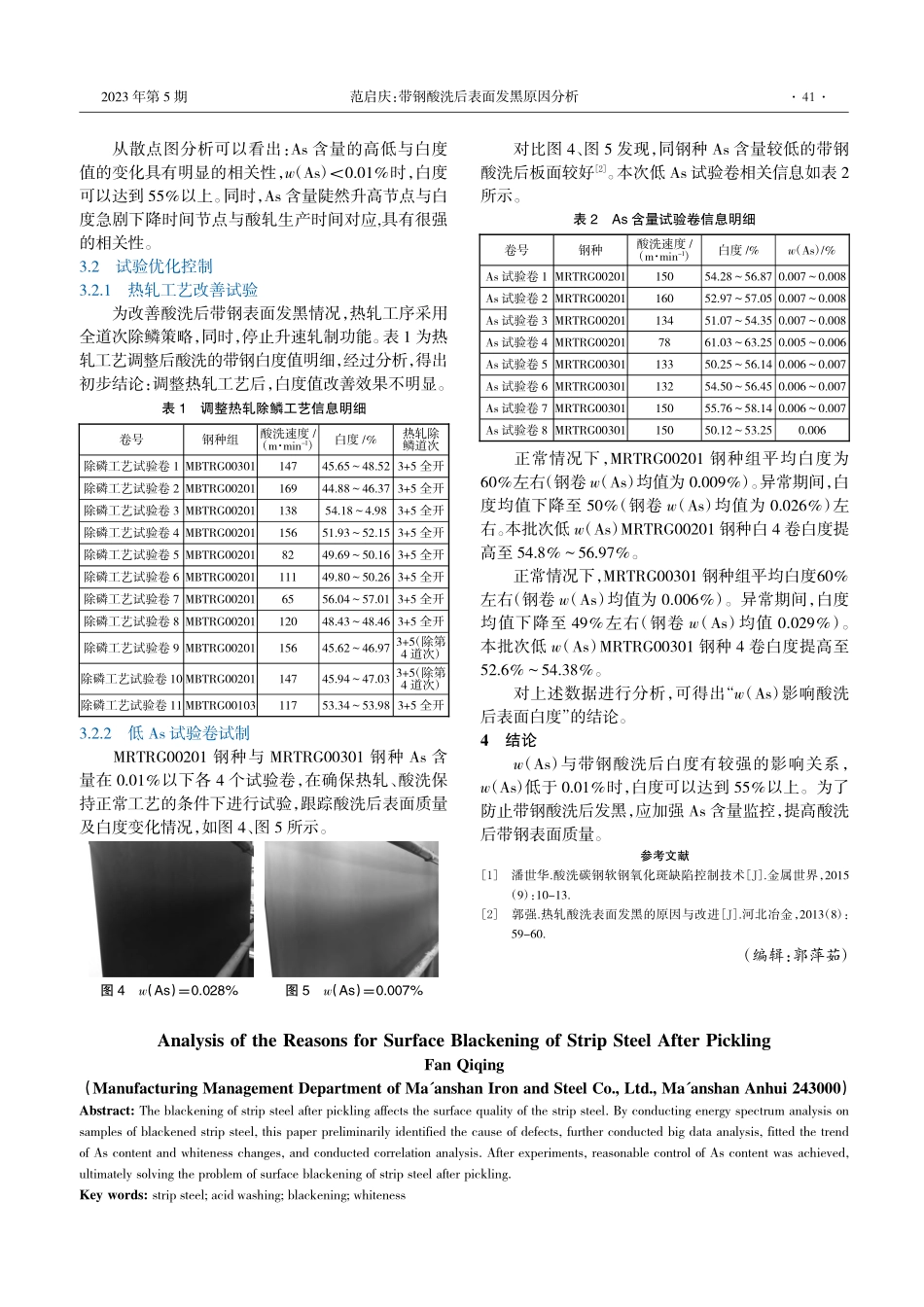
图3MRTRG00301钢种组As含量、白度散点图带钢酸洗后表面发黑原因分析范启庆(马鞍山钢铁股份有限公司制造管理部,安徽马鞍山243000)摘要:带钢酸洗后发黑,影响带钢表面质量。通过对发黑带钢取样进行能谱分析,初步锁定缺陷原因,进一步开展大数据分析,拟合As含量与白度变化趋势,进行相关性分析。经过试验,合理控制As含量,最终解决了带钢酸洗后表面发黑的问题。关键词:带钢;酸洗;发黑;白度中图分类号:TG178文献标识码:A文章编号:1672-1152(2023)05-0040-020引言随着高端汽车板的逐步应用,冷轧带钢客户不仅关注产品的尺寸精度、机械性能,而且对冷轧带钢表面质量提出了越来越高的要求。将酸洗后带钢白度作为衡量酸洗后带钢表面质量的重要指标,白度低于50%的带钢表面呈现暗黑色,且经轧制后反射率较低,影响带钢的表面质量。1带钢酸洗后发黑现象钢铁工业中采用一定浓度的盐酸去除热轧板的氧化铁皮,配合拉矫破鳞,减少带钢表面的氧化铁皮,经漂洗、轧制后供连退、镀锌做为基料使用。由于带钢成分不同以及热轧工艺的差异,钢材表面氧化铁皮的主要成分往往由不同结构和比例的FeO、Fe3O4和Fe2O3等氧化物组成。在既定的酸洗工艺下,有可能存在氧化物残留,影响表面质量,常见缺陷有酸洗后带钢呈现暗黑色,俗称带钢发黑[1],测量带钢的白度,往往低于50%以下。2发黑带钢能谱分析为找到带钢发黑的原因,对热卷原料及酸洗后的带钢取样,对样板表面成分进行扫描分析,如图1所示,带钢表面w(As)较高(2%~3%),怀疑As含量高,影响带钢表面发黑。As在元素周期表中是第六主簇元素,其性质与Pb、Sn、Sb和Bi相似。其原子序数和原子半径比Fe元素大,在晶体内引起较大的晶格畸变,内能增大。由于表面比晶体内部疏松,存在较大的空隙,可以使内能减少,因此,钢中的As元素容易在表面富集。再加上As氧化自由能比Fe高,不容易被氧化,在热轧加工过程中,板坯表面的Fe不断被氧化,界面处的As元素将越来越多。由于As元素在氧化铁皮、基体界面富集到一定程度时,超过钢中的溶解度,As可能以共晶化合物的熔融态存在于界面处。As元素在板坯加热时富集在带钢表面,温度越高、时间越长,其富集也就越严重。经过高压除鳞箱和粗轧的除鳞,可以很好地除尽正常板坯表面的氧化铁皮,但是As富集导致表面凹凸不平,影响到了除鳞效果,从而导致氧化铁皮残留。3As含量与白度对比关系3.1大数据线性分析选取2017年4月1日—12月14日MRTRG00201钢种组与MRTRG00301钢种...