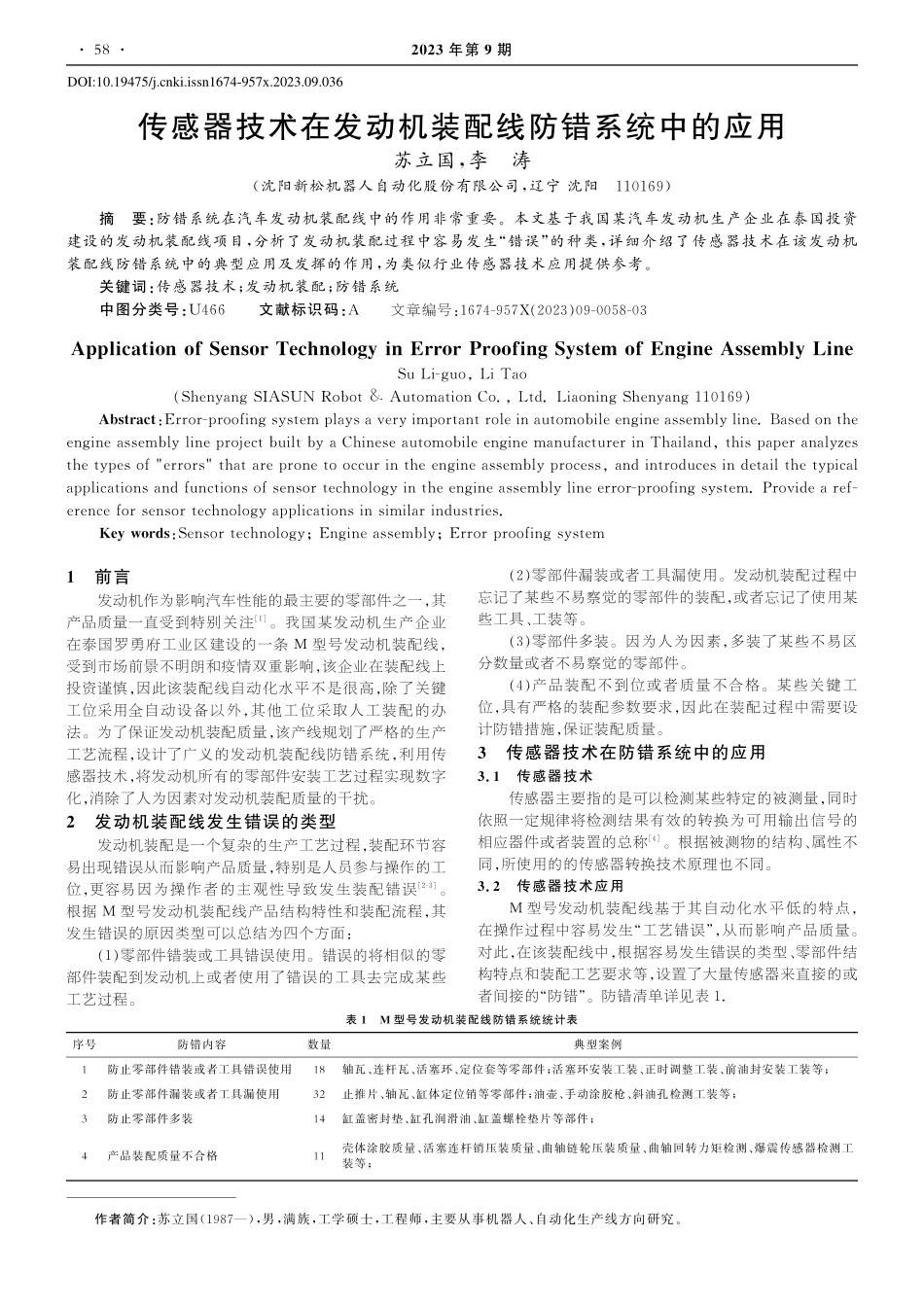
2023年第9期传感器技术在发动机装配线防错系统中的应用苏立国,李涛(沈阳新松机器人自动化股份有限公司,辽宁沈阳110169)摘要:防错系统在汽车发动机装配线中的作用非常重要。本文基于我国某汽车发动机生产企业在泰国投资建设的发动机装配线项目,分析了发动机装配过程中容易发生“错误”的种类,详细介绍了传感器技术在该发动机装配线防错系统中的典型应用及发挥的作用,为类似行业传感器技术应用提供参考。关键词:传感器技术;发动机装配;防错系统中图分类号:U466文献标识码:A文章编号:1674-957X(2023)09-0058-03ApplicationofSensorTechnologyinErrorProofingSystemofEngineAssemblyLineSuLi-guo,LiTao(ShenyangSIASUNRobot&AutomationCo.,Ltd.LiaoningShenyang110169)Abstract:Error-proofingsystemplaysaveryimportantroleinautomobileengineassemblyline.BasedontheengineassemblylineprojectbuiltbyaChineseautomobileenginemanufacturerinThailand,thispaperanalyzesthetypesof"errors"thatarepronetooccurintheengineassemblyprocess,andintroducesindetailthetypicalapplicationsandfunctionsofsensortechnologyintheengineassemblylineerror-proofingsystem.Providearef-erenceforsensortechnologyapplicationsinsimilarindustries.Keywords:Sensortechnology;Engineassembly;Errorproofingsystem作者简介:苏立国(1987—),男,满族,工学硕士,工程师,主要从事机器人、自动化生产线方向研究。1前言发动机作为影响汽车性能的最主要的零部件之一,其产品质量一直受到特别关注[1]。我国某发动机生产企业在泰国罗勇府工业区建设的一条M型号发动机装配线,受到市场前景不明朗和疫情双重影响,该企业在装配线上投资谨慎,因此该装配线自动化水平不是很高,除了关键工位采用全自动设备以外,其他工位采取人工装配的办法。为了保证发动机装配质量,该产线规划了严格的生产工艺流程,设计了广义的发动机装配线防错系统,利用传感器技术,将发动机所有的零部件安装工艺过程实现数字化,消除了人为因素对发动机装配质量的干扰。2发动机装配线发生错误的类型发动机装配是一个复杂的生产工艺过程,装配环节容易出现错误从而影响产品质量,特别是人员参与操作的工位,更容易因为操作者的主观性导致发生装配错误[2-3]。根据M型号发动机装配线产品结构特性和装配流程,其发生错误的原因类型可以总结为四个方面:(1)零部件错装或工具错误使用。错误的将相似的零部件装配到发动机上或...