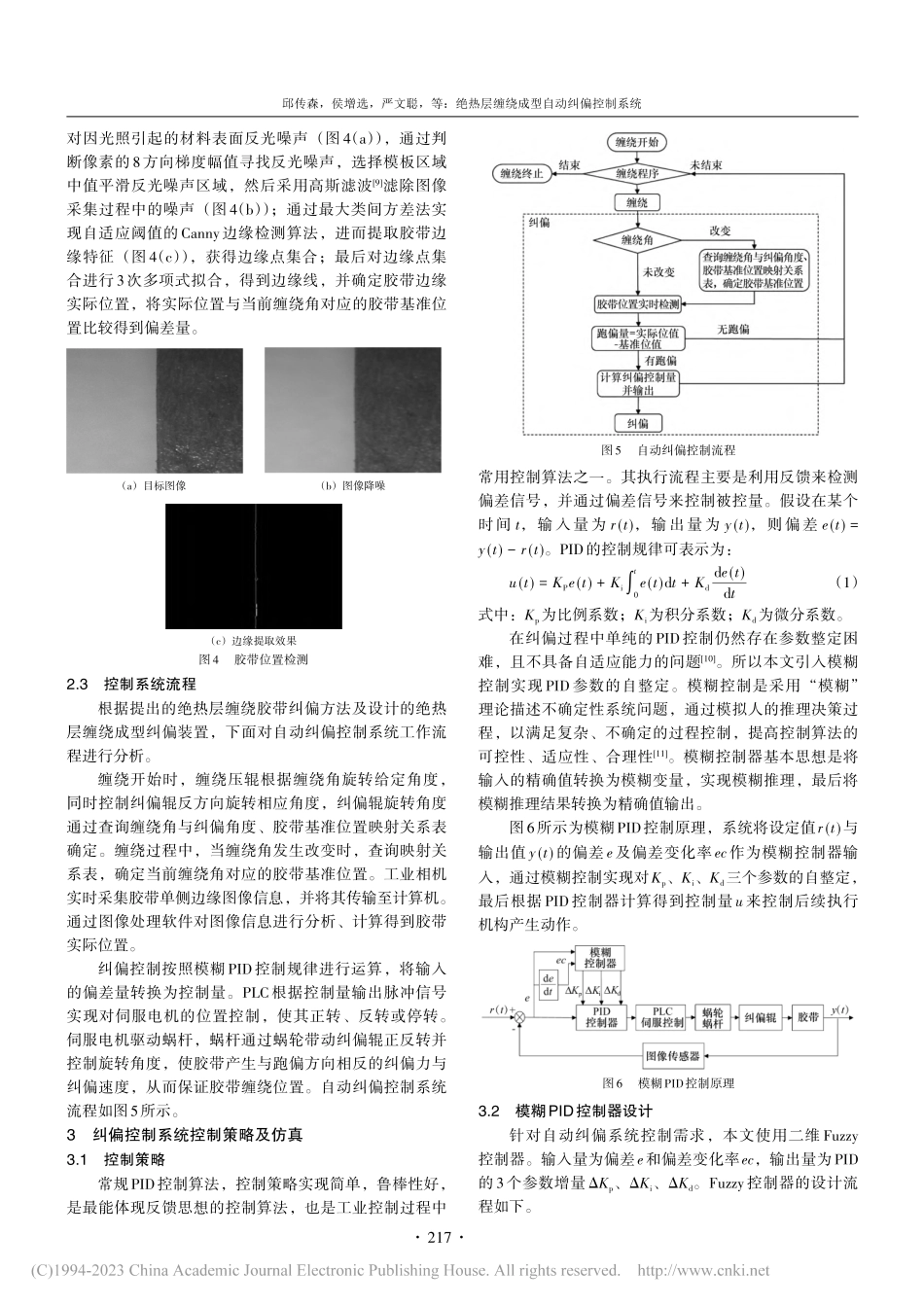
基金项目:某重大专项子课题(编号:ZQ***********)收稿日期:2022-05-21绝热层缠绕成型自动纠偏控制系统*邱传森1,侯增选1※,严文聪2,张伟超1,戚厚良1,李彦良1(1.大连理工大学机械工程学院,大连116024;2.西安航天复合材料研究所,西安710025)摘要:根据固体火箭发动机绝热层自动纠偏控制系统要求,设计了基于模糊PID控制的自动纠偏系统。分析了绝热层缠绕胶带跑偏原因,提出了一种绝热层缠绕成型纠偏方法。纠偏系统采用工业相机实时获取胶带边缘图像,通过图像处理算法分析、计算胶带边缘实际位置,并将获取的实际位置与当前缠绕角对应的基准位置比较得到胶带偏差量,根据纠偏控制算法将偏差量转化为相应控制量控制执行机构进行纠偏。纠偏控制采用模糊PID实现控制参数的自适应调节,通过Simulink对模糊PID控制与常规PID控制进行仿真对比,仿真结果显示,模糊PID控制相较于传统PID控制超调量降低了11.5%,具有更好的动态响应。所设计的自动纠偏控制系统应用到绝热层缠绕成型,自动化程度高,可实现连续动态纠偏。关键词:绝热层;缠绕成型;胶带跑偏;纠偏控制;模糊PID中图分类号:TH133.33文献标志码:A文章编号:1009-9492(2023)03-0215-04AutomaticRectificationControlSystemforHeatInsulationWindingMoldingQiuChuansen1,HouZengxuan1※,YanWencong2,ZhangWeichao1,QiHouliang1,LiYanliang1(1.SchoolofMechanicalEngineering,DalianUniversityofTechnology,Dalian,Liaoning116024,China;2.Xi′anAerospaceCompositeMaterialInstitute,Xi′an710025,China)Abstract:Accordingtotherequirementsofautomaticrectificationcontrolsystemforwindingmoldingofheatinsulationofsolidrocketmotor,anautomaticrectificationsystembasedonFuzzyPIDcontrolwasdesigned.Thecausesforthedeviationofrubbertapeofheatinsulationwindingmoldingwereanalyzed,andtherectificationmethodsofheatinsulationwindingmoldingwereproposed.Real-timeimagesofrubbertapeedgewerecapturedwithindustrialcamera.Thepositionoftherubbertapewasanalyzedandcalculatedbyimageprocessingalgorithm.Thedeviationoftherubbertapewasobtainedbycomparingthedetectedactualpositionofrubbertapewiththereferencepositionofrubbertapeaccordingtothecurrentwindingangle.Accordingtotherectificationcontrolalgorithms,deviationwasconvertedintothecor...