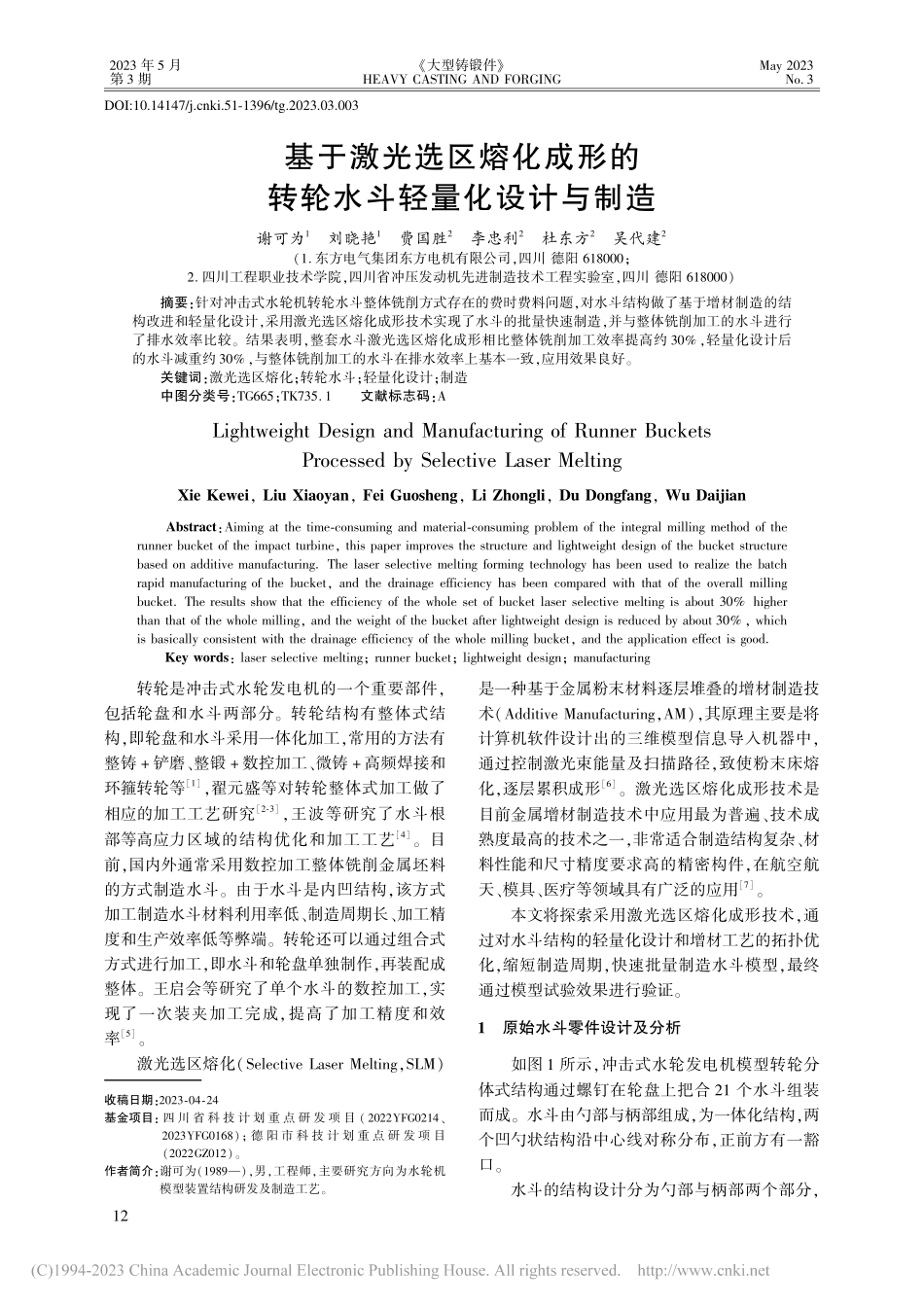
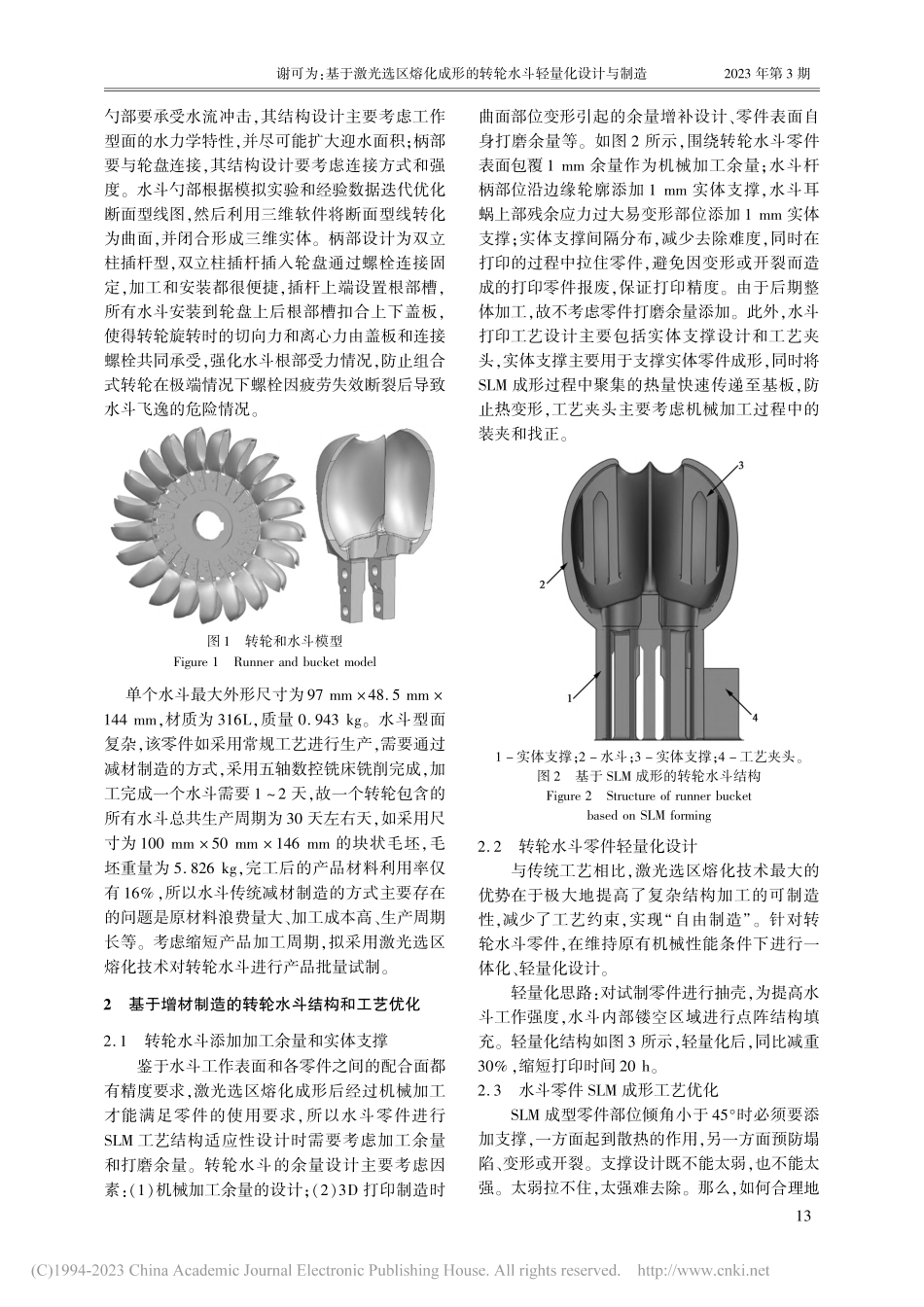
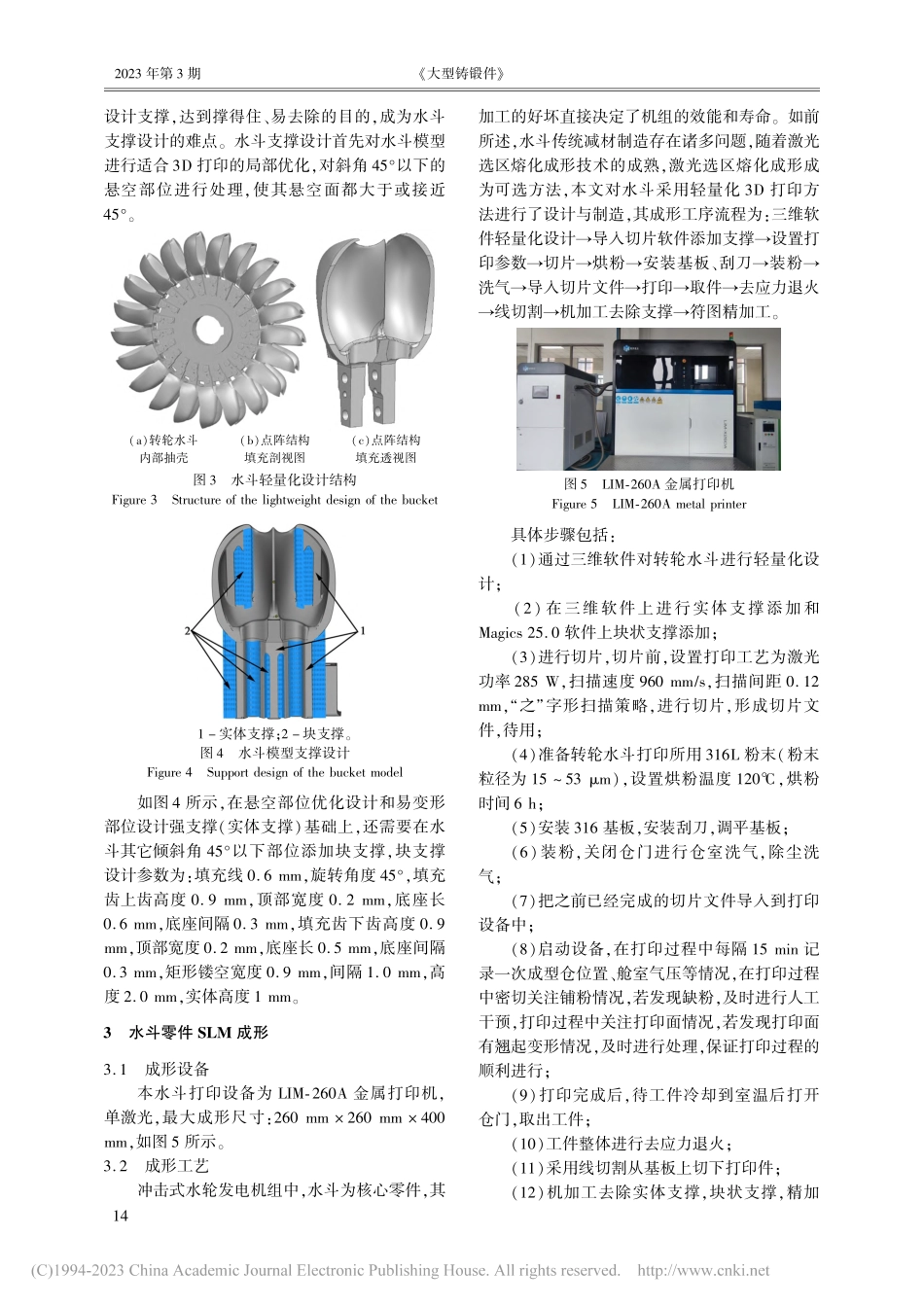
2023年5月第3期《大型铸锻件》HEAVYCASTINGANDFORGINGMay2023No.3基于激光选区熔化成形的转轮水斗轻量化设计与制造谢可为1刘晓艳1费国胜2李忠利2杜东方2吴代建2(1.东方电气集团东方电机有限公司,四川德阳618000;2.四川工程职业技术学院,四川省冲压发动机先进制造技术工程实验室,四川德阳618000)摘要:针对冲击式水轮机转轮水斗整体铣削方式存在的费时费料问题,对水斗结构做了基于增材制造的结构改进和轻量化设计,采用激光选区熔化成形技术实现了水斗的批量快速制造,并与整体铣削加工的水斗进行了排水效率比较。结果表明,整套水斗激光选区熔化成形相比整体铣削加工效率提高约30%,轻量化设计后的水斗减重约30%,与整体铣削加工的水斗在排水效率上基本一致,应用效果良好。关键词:激光选区熔化;转轮水斗;轻量化设计;制造中图分类号:TG665;TK735.1文献标志码:ALightweightDesignandManufacturingofRunnerBucketsProcessedbySelectiveLaserMeltingXieKewei,LiuXiaoyan,FeiGuosheng,LiZhongli,DuDongfang,WuDaijianAbstract:Aimingatthetime⁃consumingandmaterial⁃consumingproblemoftheintegralmillingmethodoftherunnerbucketoftheimpactturbine,thispaperimprovesthestructureandlightweightdesignofthebucketstructurebasedonadditivemanufacturing.Thelaserselectivemeltingformingtechnologyhasbeenusedtorealizethebatchrapidmanufacturingofthebucket,andthedrainageefficiencyhasbeencomparedwiththatoftheoverallmillingbucket.Theresultsshowthattheefficiencyofthewholesetofbucketlaserselec...