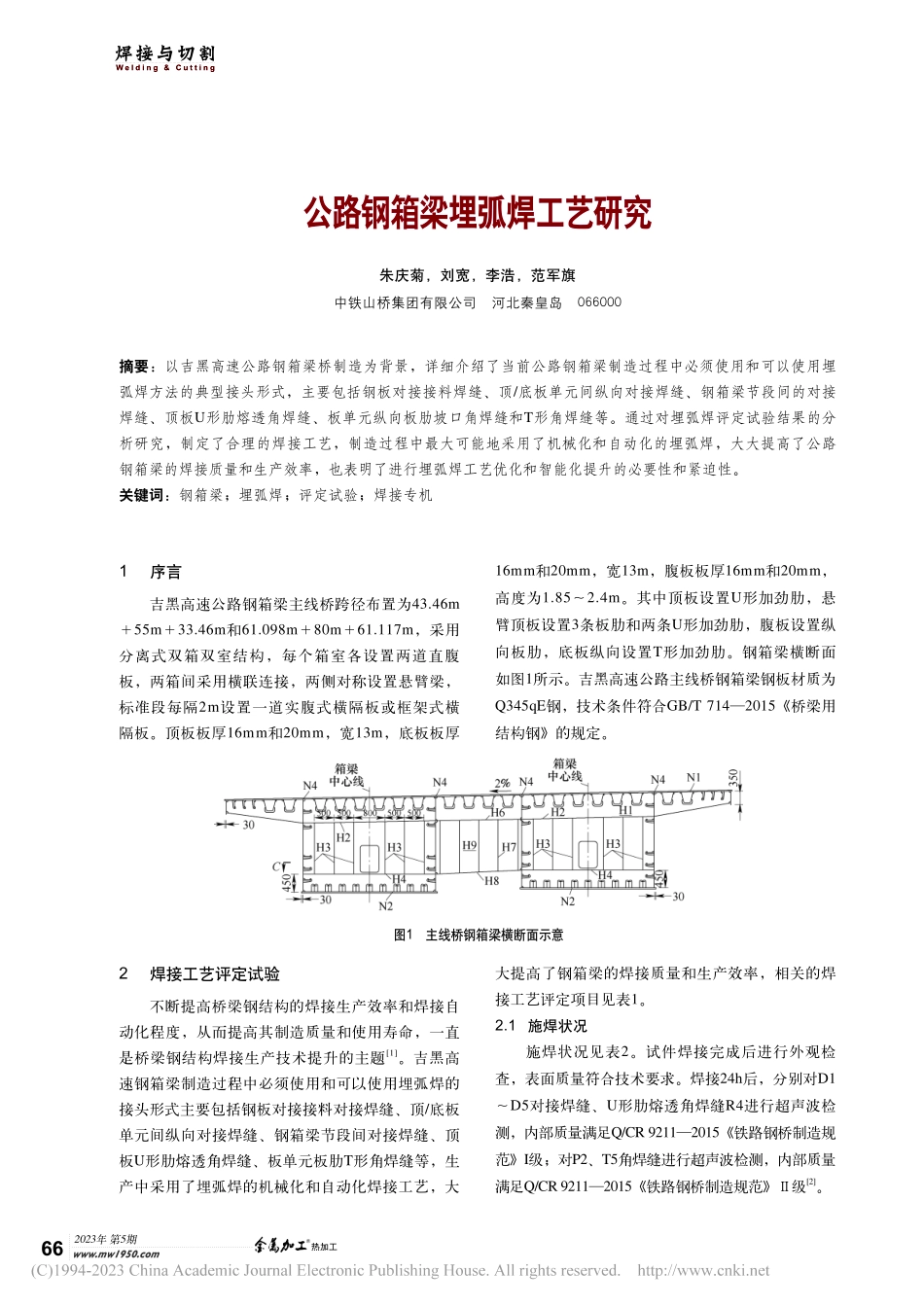
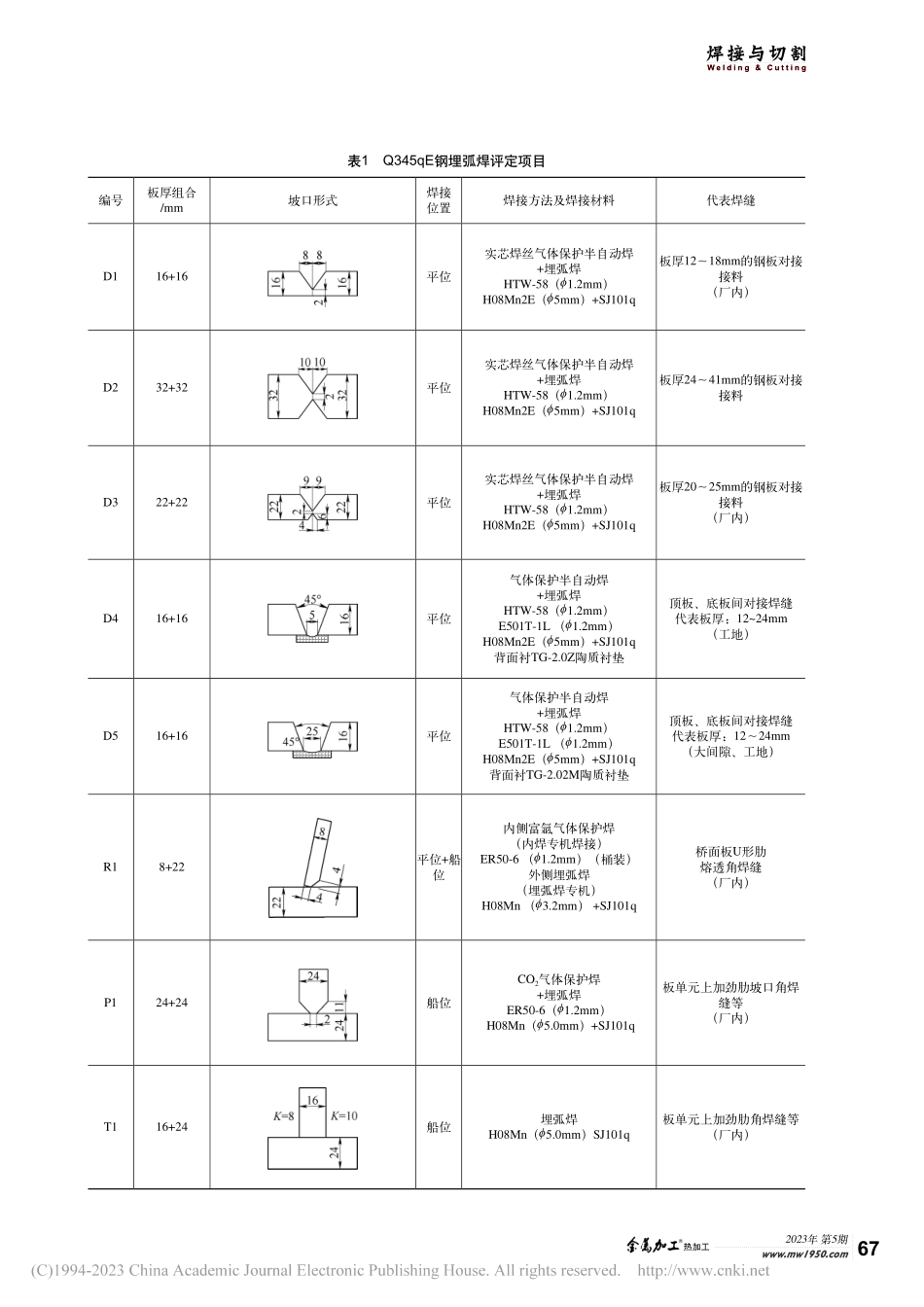
2023年第5期热加工www.mw1950.com66焊接与切割Welding&Cutting公路钢箱梁埋弧焊工艺研究朱庆菊,刘宽,李浩,范军旗中铁山桥集团有限公司河北秦皇岛066000摘要:以吉黑高速公路钢箱梁桥制造为背景,详细介绍了当前公路钢箱梁制造过程中必须使用和可以使用埋弧焊方法的典型接头形式,主要包括钢板对接接料焊缝、顶/底板单元间纵向对接焊缝、钢箱梁节段间的对接焊缝、顶板U形肋熔透角焊缝、板单元纵向板肋坡口角焊缝和T形角焊缝等。通过对埋弧焊评定试验结果的分析研究,制定了合理的焊接工艺,制造过程中最大可能地采用了机械化和自动化的埋弧焊,大大提高了公路钢箱梁的焊接质量和生产效率,也表明了进行埋弧焊工艺优化和智能化提升的必要性和紧迫性。关键词:钢箱梁;埋弧焊;评定试验;焊接专机1序言吉黑高速公路钢箱梁主线桥跨径布置为43.46m+55m+33.46m和61.098m+80m+61.117m,采用分离式双箱双室结构,每个箱室各设置两道直腹板,两箱间采用横联连接,两侧对称设置悬臂梁,标准段每隔2m设置一道实腹式横隔板或框架式横隔板。顶板板厚16mm和20mm,宽13m,底板板厚16mm和20mm,宽13m,腹板板厚16mm和20mm,高度为1.85~2.4m。其中顶板设置U形加劲肋,悬臂顶板设置3条板肋和两条U形加劲肋,腹板设置纵向板肋,底板纵向设置T形加劲肋。钢箱梁横断面如图1所示。吉黑高速公路主线桥钢箱梁钢板材质为Q345qE钢,技术条件符合GB/T714—2015《桥梁用结构钢》的规定。图1主线桥钢箱梁横断面示意2焊接工艺评定试验不断提高桥梁钢结构的焊接生产效率和焊接自动化程度,从而提高其制造质量和使用寿命,一直是桥梁钢结构焊接生产技术提升的主题[1]。吉黑高速钢箱梁制造过程中必须使用和可以使用埋弧焊的接头形式主要包括钢板对接接料对接焊缝、顶/底板单元间纵向对接焊缝、钢箱梁节段间对接焊缝、顶板U形肋熔透角焊缝、板单元板肋T形角焊缝等,生产中采用了埋弧焊的机械化和自动化焊接工艺,大大提高了钢箱梁的焊接质量和生产效率,相关的焊接工艺评定项目见表1。2.1施焊状况施焊状况见表2。试件焊接完成后进行外观检查,表面质量符合技术要求。焊接24h后,分别对D1~D5对接焊缝、U形肋熔透角焊缝R4进行超声波检测,内部质量满足Q/CR9211—2015《铁路钢桥制造规范》I级;对P2、T5角焊缝进行超声波检测,内部质量满足Q/CR9211—2015《铁路钢桥制造规范》Ⅱ级[2]。2023年第5期热加工www.mw1950.com67焊接与切割Welding&Cutting表1Q345qE钢埋弧焊评定项目编...