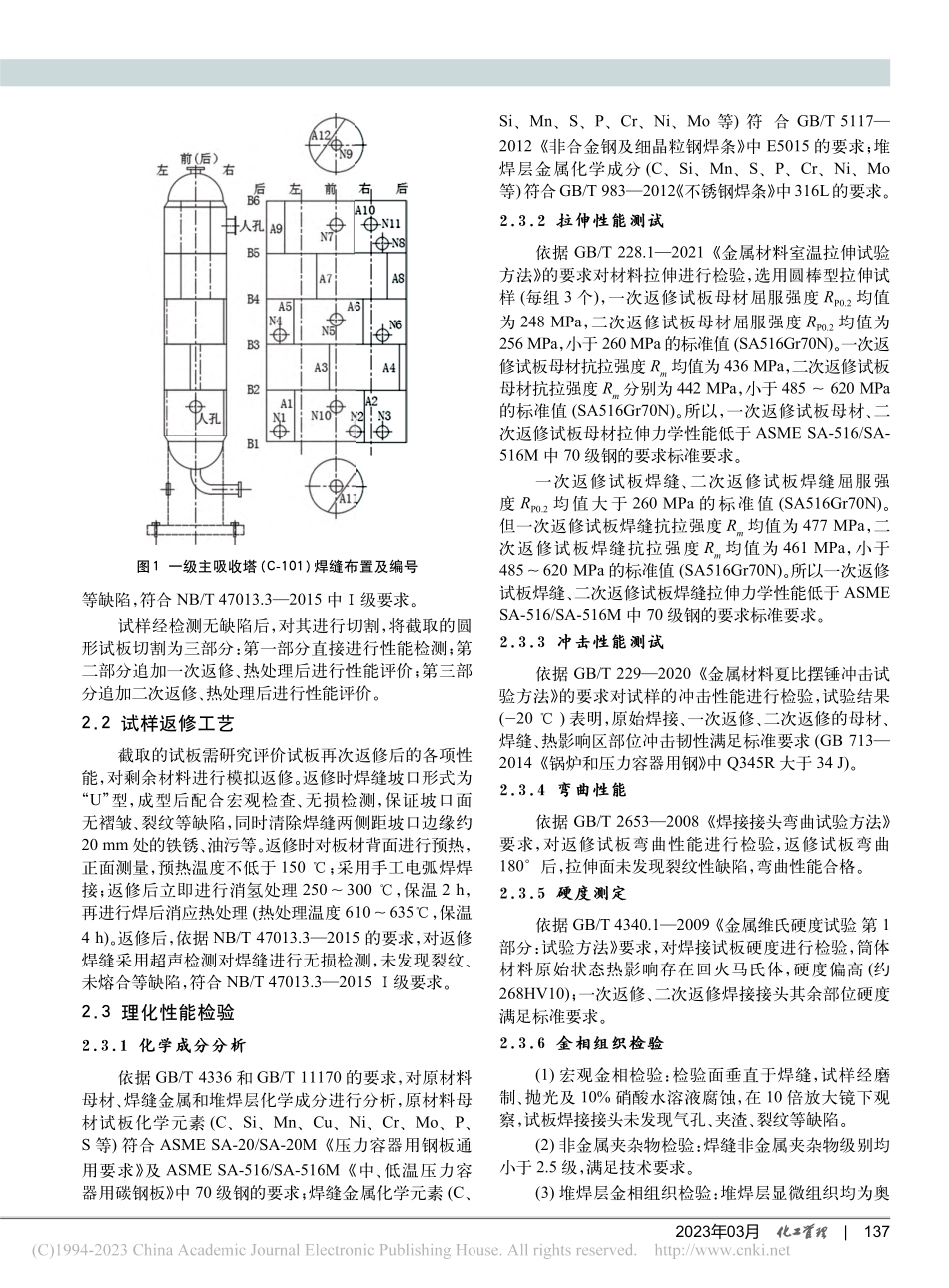
设备运维136|2023年03月0引言国内某天然气净化厂以高含硫天然气为原料,H2S和CO2平均含量14%(体积分数)、8%(体积分数),采用MDEA法脱硫、TEG法脱水、常规克劳斯二级转化法硫磺回收、加氢还原吸收尾气、单塔低压汽提酸水的工艺路线。每套联合装置的天然气净化能力为2×300×10m3/d,6套联合装置年净化天然气120×108m3,年产净化气95×108m3,年产硫磺240×104t[1]。一级主吸收塔(C-101)为高压高厚壁复合钢厚壁塔器,属关键核心设备,为Ⅱ类压力容器,介质为高含H2S原料气和胺液;塔内径φ3700mm,高度22.3m,共12台;设计压力9.1MPa,最高工作压力8.3MPa,设计温度160℃;筒体材质为SA516Gr70N+堆焊316L,壁厚128+4.5mm;封头材质与筒体相同,厚度74+4.5mm。共有12台主吸收塔,于2009年至2010年陆续投入使用。1设备缺陷及修复某套装置一级主吸收塔(C-101)在2014年与2016年定期法检中,如图1所示,筒体焊缝部位同一条焊缝(A10)连续两次发现埋藏超标缺陷,不符合TSG21—2016《固定式压力容器安全技术监察规程》的要求,定期检验达不到安全定级标准,后组织经历两次返修,如表1所示。焊缝及母材经多次焊接热输入和消应力热处理。若再进行返修、热处理,热处理将超过该设备设计给定时间,材料母材性能和焊缝性能无法保障。为此,本文开展了关于焊接热输入和消应力热处理对母材和焊缝性能影响研究,重点对该主吸收塔多次返修可行性进行评价。表1某套装置一级主吸收塔(C-101)焊缝A10返修情况返修时间裂纹长度/mm埋藏深度/mm热处理方法第一次返修2014.520.2~46.074~101局部热处理,610℃×3.0h第二次返修2016.618~2469.1~110整体热处理,620℃×4.5h2某套装置一级主吸收塔(C-101)可维修性能评价2.1试样检测及切割在一级主吸收塔(C-101)焊缝A10经历两次返修、热处理的重叠部位进行取样(2019年检验未发现裂纹)。对A10处截取的试样(直径约430mm)进行宏观检查,发现外表面无明显氧化、腐蚀、机械损伤等痕迹。依据NB/T47013要求,对原始焊缝无损检测,采用超声检测进行检测,检测结果为对接焊缝中未发现裂纹、未熔合高含硫厚壁塔器返修性能评价技术研究李杰(中国石化达州天然气净化有限公司,四川达州636156)摘要:某天然气净化厂一级主吸收塔(C-101)为高厚壁复合钢厚壁塔器,定期检验中发现某套联合装置一级主吸收塔(C-101)筒体同一条焊缝多次发现埋藏缺陷,分别进行了返修。若再进行返修、热处理,热处理将超过该设备设计给定的时间,材料母材性能和焊缝...