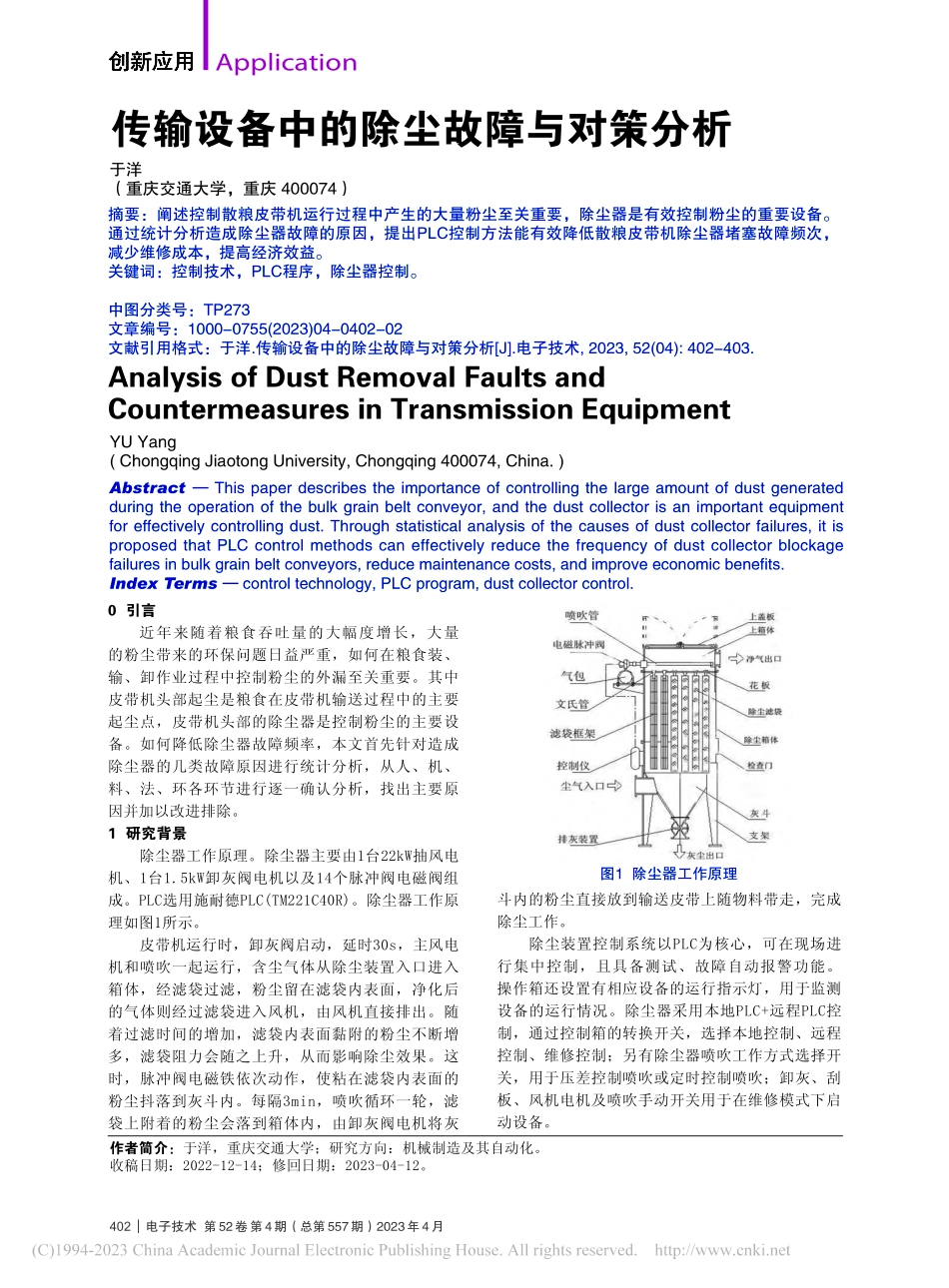
Application创新应用402电子技术第52卷第4期(总第557期)2023年4月斗内的粉尘直接放到输送皮带上随物料带走,完成除尘工作。除尘装置控制系统以PLC为核心,可在现场进行集中控制,且具备测试、故障自动报警功能。操作箱还设置有相应设备的运行指示灯,用于监测设备的运行情况。除尘器采用本地PLC+远程PLC控制,通过控制箱的转换开关,选择本地控制、远程控制、维修控制;另有除尘器喷吹工作方式选择开关,用于压差控制喷吹或定时控制喷吹;卸灰、刮板、风机电机及喷吹手动开关用于在维修模式下启动设备。0引言近年来随着粮食吞吐量的大幅度增长,大量的粉尘带来的环保问题日益严重,如何在粮食装、输、卸作业过程中控制粉尘的外漏至关重要。其中皮带机头部起尘是粮食在皮带机输送过程中的主要起尘点,皮带机头部的除尘器是控制粉尘的主要设备。如何降低除尘器故障频率,本文首先针对造成除尘器的几类故障原因进行统计分析,从人、机、料、法、环各环节进行逐一确认分析,找出主要原因并加以改进排除。1研究背景除尘器工作原理。除尘器主要由1台22kW抽风电机、1台1.5kW卸灰阀电机以及14个脉冲阀电磁阀组成。PLC选用施耐德PLC(TM221C40R)。除尘器工作原理如图1所示。皮带机运行时,卸灰阀启动,延时30s,主风电机和喷吹一起运行,含尘气体从除尘装置入口进入箱体,经滤袋过滤,粉尘留在滤袋内表面,净化后的气体则经过滤袋进入风机,由风机直接排出。随着过滤时间的增加,滤袋内表面黏附的粉尘不断增多,滤袋阻力会随之上升,从而影响除尘效果。这时,脉冲阀电磁铁依次动作,使粘在滤袋内表面的粉尘抖落到灰斗内。每隔3min,喷吹循环一轮,滤袋上附着的粉尘会落到箱体内,由卸灰阀电机将灰作者简介:于洋,重庆交通大学;研究方向:机械制造及其自动化。收稿日期:2022-12-14;修回日期:2023-04-12。摘要:阐述控制散粮皮带机运行过程中产生的大量粉尘至关重要,除尘器是有效控制粉尘的重要设备。通过统计分析造成除尘器故障的原因,提出PLC控制方法能有效降低散粮皮带机除尘器堵塞故障频次,减少维修成本,提高经济效益。关键词:控制技术,PLC程序,除尘器控制。中图分类号:TP273文章编号:1000-0755(2023)04-0402-02文献引用格式:于洋.传输设备中的除尘故障与对策分析[J].电子技术,2023,52(04):402-403.传输设备中的除尘故障与对策分析于洋(重庆交通大学,重庆400074)Abstract—Thispaperdescribestheimportanceofcontrollingthelargeamount...