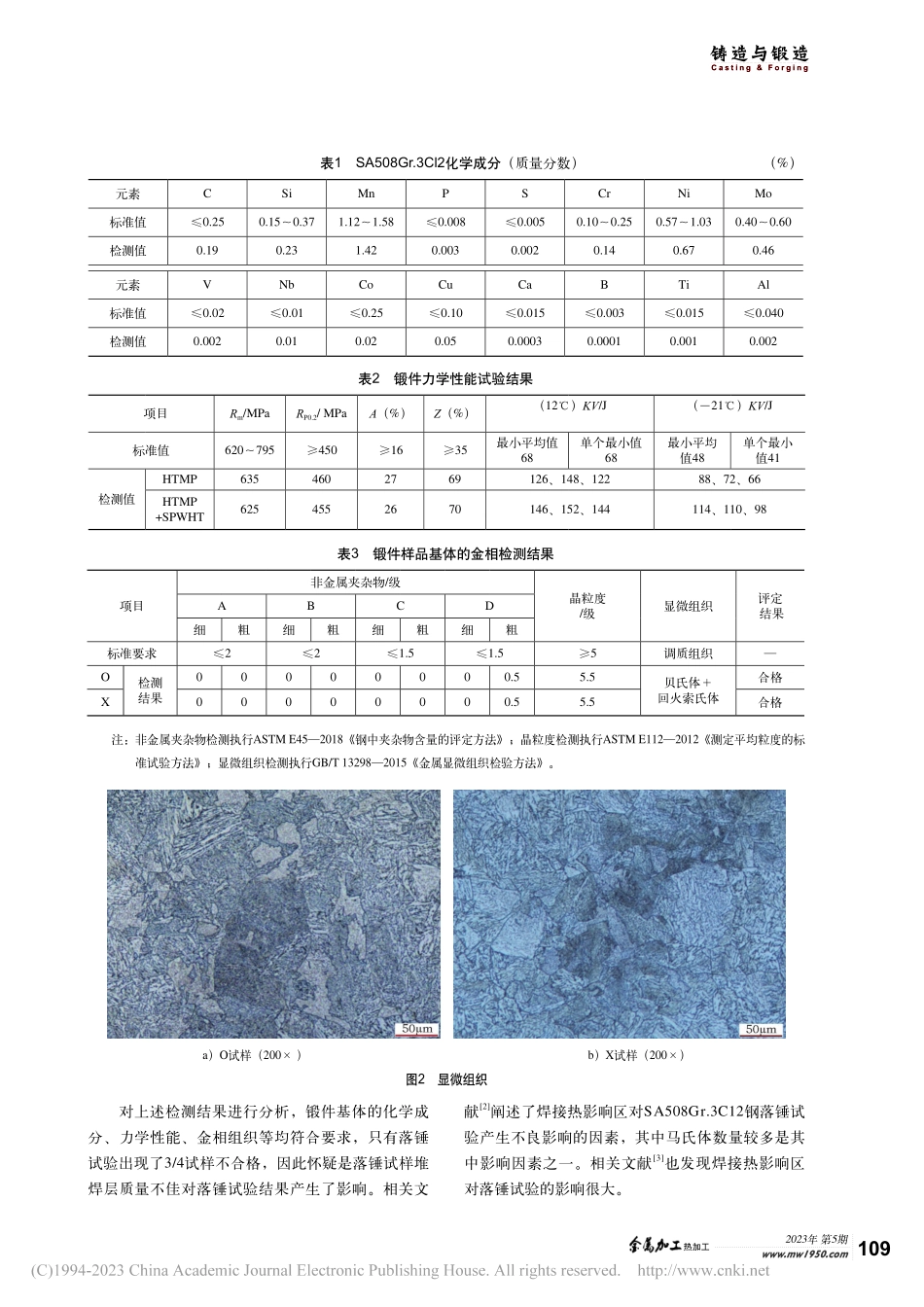
铸造与锻造Casting&Forging2023年第5期热加工www.mw1950.com108SA508-Gr.3C12锻件落锤试验不合格原因分析王培敏无锡市华尔泰机械制造有限公司江苏无锡214001摘要:对材质为SA508Gr.3Cl2锻件调质态(HTMP)及模拟焊后热处理态(HTMP+SPWHT)进行落锤试验,结果在-16℃出现开裂,不满足采购技术条件及标准要求。通过化学成分分析、力学性能试验、金相检测及落锤试验等,寻找造成该不合格项的问题所在,改进工艺,达到保证产品满足技术要求的目的。关键词:SA508Gr.3Cl2锻件;调质态;模拟焊后热处理态;落锤试验1序言我公司生产的材质为SA508Gr.3Cl2,规格为外径800mm、内径350mm、高度300mm的锻件,原材料采用电炉冶炼+炉外精炼+真空脱氢工艺的钢锭。锻件取样后按规定对试样进行调质(HTMP)及模拟焊后热处理(HTMP+SPWHT),然后按技术规格书要求进行理化检验及落锤试验。由于落锤试验不合格,通过从原材料等各个流程进行分析,确定原因,改进了工艺,保证锻件满足使用要求。2落锤试验对锻件试样按照ASTME208-06—2012标准进行-16℃落锤试验[1],试样采用P-3型,每种状态的试样数量4个,调质态试样编号L1~L4,模拟焊后热处理态试样编号L7~L10。试验结果仅L9、L10合格,不符合技术要求,试样形貌如图1所示。a)HTMP(L1~L4)b)HTMP+SPWHT(L7~L10)图1经落锤试验的试样形貌3理化检验3.1化学成分分析从调质态断裂的拉伸试样端部取化学成分分析试样,经过全定量光谱分析,其成品化学成分复验值符合技术要求(要求值)。化学成分分析结果见表1。3.2力学性能试验对锻件试样调质态(HTMP)和模拟焊后热处理态(HTMP+SPWHT)进行力学性能试验,结果均符合技术规格书要求,其试验结果见表2。3.3锻件基体金相检测在落锤试验合格与不合格样品中任选一件样品(合格样品编号O,不合格样品编号X),进行对比金相检测,样品锻件基体的金相检测结果均符合技术规格书要求,检测结果见表3,显微组织形貌如图2所示。铸造与锻造Casting&Forging2023年第5期热加工www.mw1950.com109注:非金属夹杂物检测执行ASTME45—2018《钢中夹杂物含量的评定方法》;晶粒度检测执行ASTME112—2012《测定平均粒度的标准试验方法》;显微组织检测执行GB/T13298—2015《金属显微组织检验方法》。a)O试样(200×)b)X试样(200×)图2显微组织表1SA508Gr.3Cl2化学成分(质量分数)(%)元素CSiMnPSCrNiMo标准值≤0.250.15~0.371.12~1.58≤0.008≤0.0050.10~0.250.57~1.03...