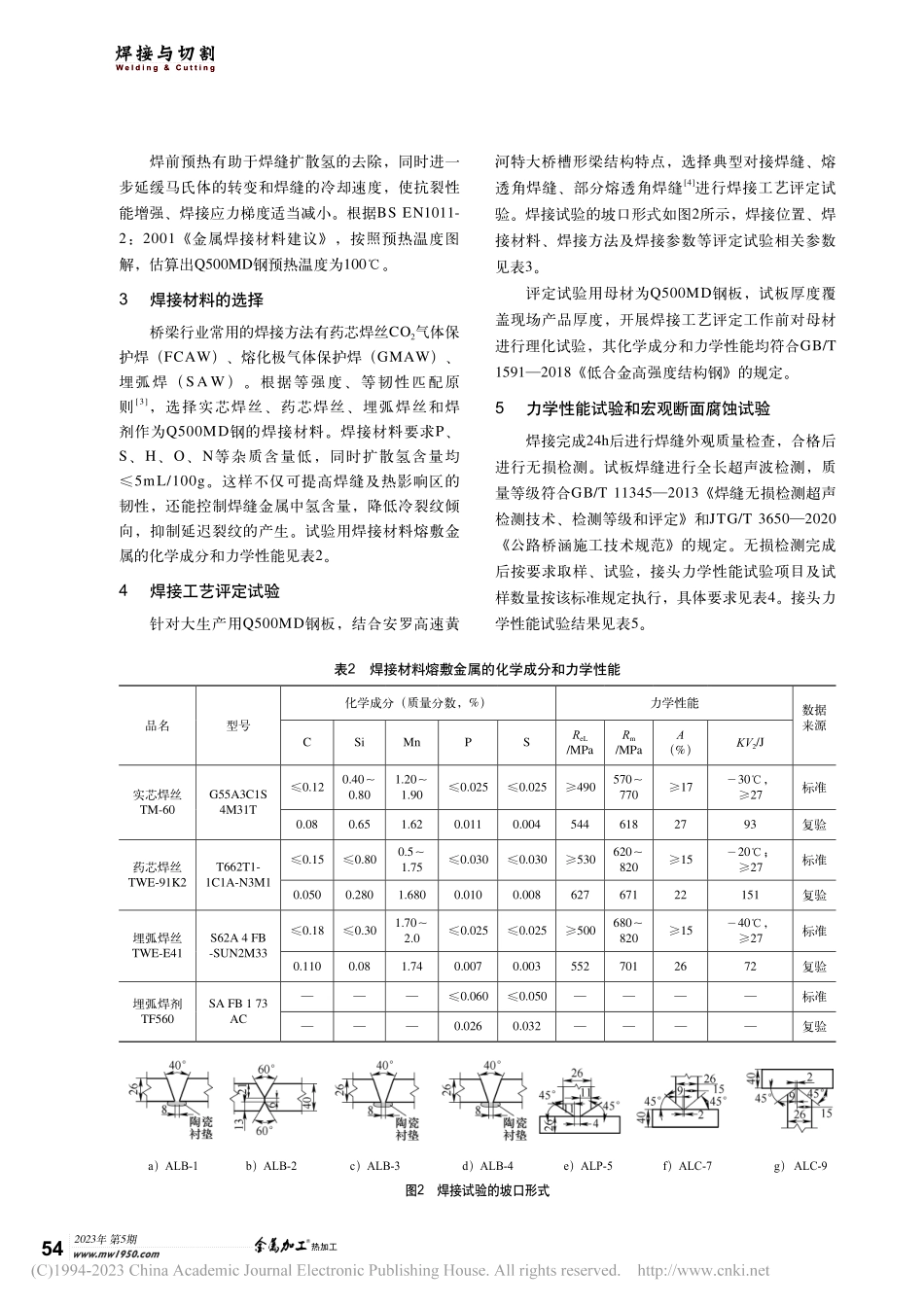
2023年第5期热加工www.mw1950.com53焊接与切割Welding&Cutting图1安罗高速黄河特大桥示意低合金高强度钢Q500MD焊接工艺研究高祥楼,杜高峰,黄泽银南通振华重型装备制造有限公司江苏南通226000摘要:采用药芯焊丝CO2气体保护焊、熔化极气体保护焊、埋弧焊,进行Q500MD对接焊缝、熔透角焊缝和部分熔透角焊缝焊接工艺评定试验。结果表明:焊接材料选择合理,焊接接头内部质量和力学性能满足技术要求,评定试验结果可作为安罗高速黄河特大桥南副桥Q500MD钢焊接工艺编制的依据。关键词:Q500MD钢;焊接工艺;焊接材料1序言安罗高速黄河特大桥(见图1)是安罗高速原阳至郑州段项目关键性工程,全长15.2km,包括北引桥、北副桥、主桥及索塔、南副桥及南引桥等,钢结构总重约24万t。南副桥为箱形组合梁,项目总长3.4km,钢结构总重约3.2万t,主要结构材质为Q500MD钢。为保证Q500MD钢的焊接质量,进而确保钢梁焊接质量,开展了Q500MD钢焊接工艺评定试验研究。根据设计图样,制定焊接工艺评定试验方案,按JTG/T3650—2020《公路桥涵施工技术规范》要求进行焊接工艺评定试验。通过选取相匹配的气体保护焊、埋弧焊焊接材料,研究Q500MD钢焊接工艺和焊接接头的力学性能,获得了合理可行的焊接工艺,为该项目Q500MD钢焊接提供了技术支持。2Q500MD钢焊接性分析试验用Q500MD钢[1]板厚规格分别为26mm、40mm,钢板交货状态为热机械轧制(TMCP),钢中加入Ni、Cr、Cu等主要元素;同时添加了V等微合金元素,可产生晶粒细化和沉淀强化等作用,以改善组织性能,提高钢的强度。钢板屈服强度和抗拉强度满足设计要求,具有良好的低温韧性,弯曲试验结果良好。化学成分和力学性能试验结果见表1。IIW碳当量计算公式为MnCrMoVCuNiCEC+6515+++=++根据该钢材的主要化学成分,结合IIW碳当量计算公式,得出26mm和40mm厚Q500MD钢板碳当量[2]分别为0.42%、0.41%,由此结果可知该钢板较难焊接。表1Q500MD钢化学成分和力学性能规格/mm化学成分(质量分数,%)力学性能CSiMnPSCuNiCrMoVReH/MPaRm/MPaA(%)(-30℃)KV2/J260.150.371.500.0140.00200.030.020.030.0010.03552566422196、213、198400.070.191.620.0110.0110.120.130.180.0870.00255668021274、295、2882023年第5期热加工www.mw1950.com54焊接与切割Welding&Cutting焊前预热有助于焊缝扩散氢的去除,同时进一步延缓马氏体的转变和焊缝的冷却速度,使抗裂性能增强、焊接应力梯度适当减小。根据BSEN1011-2:2001《金属焊接材...