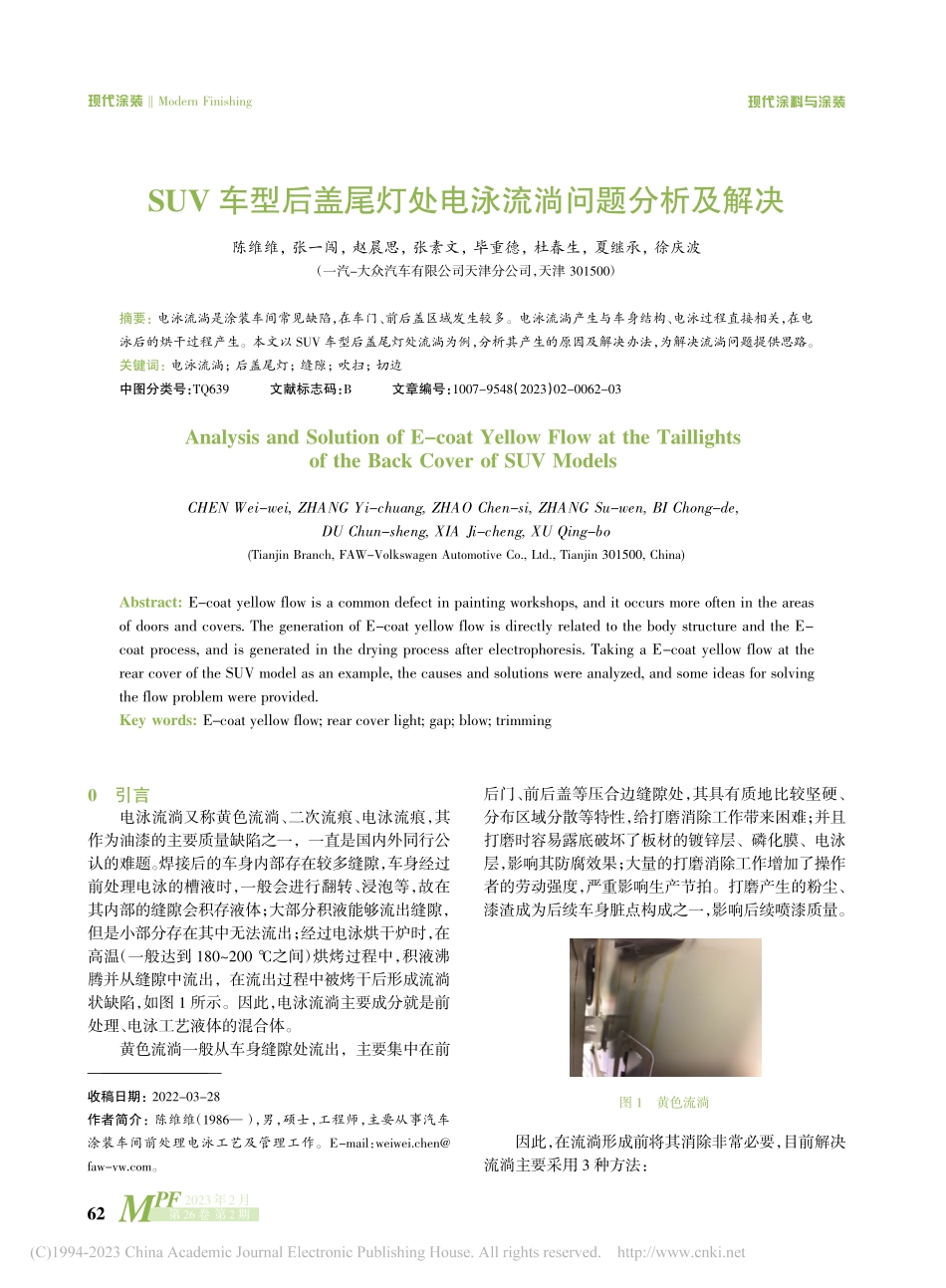
0引言电泳流淌又称黄色流淌、二次流痕、电泳流痕,其作为油漆的主要质量缺陷之一,一直是国内外同行公认的难题。焊接后的车身内部存在较多缝隙,车身经过前处理电泳的槽液时,一般会进行翻转、浸泡等,故在其内部的缝隙会积存液体;大部分积液能够流出缝隙,但是小部分存在其中无法流出;经过电泳烘干炉时,在高温(一般达到180~200℃之间)烘烤过程中,积液沸腾并从缝隙中流出,在流出过程中被烤干后形成流淌状缺陷,如图1所示。因此,电泳流淌主要成分就是前处理、电泳工艺液体的混合体。黄色流淌一般从车身缝隙处流出,主要集中在前后门、前后盖等压合边缝隙处,其具有质地比较坚硬、分布区域分散等特性,给打磨消除工作带来困难;并且打磨时容易露底破坏了板材的镀锌层、磷化膜、电泳层,影响其防腐效果;大量的打磨消除工作增加了操作者的劳动强度,严重影响生产节拍。打磨产生的粉尘、漆渣成为后续车身脏点构成之一,影响后续喷漆质量。因此,在流淌形成前将其消除非常必要,目前解决流淌主要采用3种方法:图1黄色流淌SUV车型后盖尾灯处电泳流淌问题分析及解决陈维维,张一闯,赵晨思,张素文,毕重德,杜春生,夏继承,徐庆波(一汽-大众汽车有限公司天津分公司,天津301500)摘要:电泳流淌是涂装车间常见缺陷,在车门、前后盖区域发生较多。电泳流淌产生与车身结构、电泳过程直接相关,在电泳后的烘干过程产生。本文以SUV车型后盖尾灯处流淌为例,分析其产生的原因及解决办法,为解决流淌问题提供思路。关键词:电泳流淌;后盖尾灯;缝隙;吹扫;切边中图分类号:TQ639文献标志码:B文章编号:1007-9548(2023)02-0062-03AnalysisandSolutionofE-coatYellowFlowattheTaillightsoftheBackCoverofSUVModelsCHENWei-wei,ZHANGYi-chuang,ZHAOChen-si,ZHANGSu-wen,BIChong-de,DUChun-sheng,XIAJi-cheng,XUQing-bo(TianjinBranch,FAW-VolkswagenAutomotiveCo.,Ltd.,Tianjin301500,China)Abstract:E-coatyellowflowisacommondefectinpaintingworkshops,anditoccursmoreoftenintheareasofdoorsandcovers.ThegenerationofE-coatyellowflowisdirectlyrelatedtothebodystructureandtheE-coatprocess,andisgeneratedinthedryingprocessafterelectrophoresis.TakingaE-coatyellowflowattherearcoveroftheSUVmodelasanexample,thecausesandsolutionswereanalyzed,andsomeideasforsolvingtheflowproblemwereprovided.Keywords:E-coatyellowflow;rearcove...