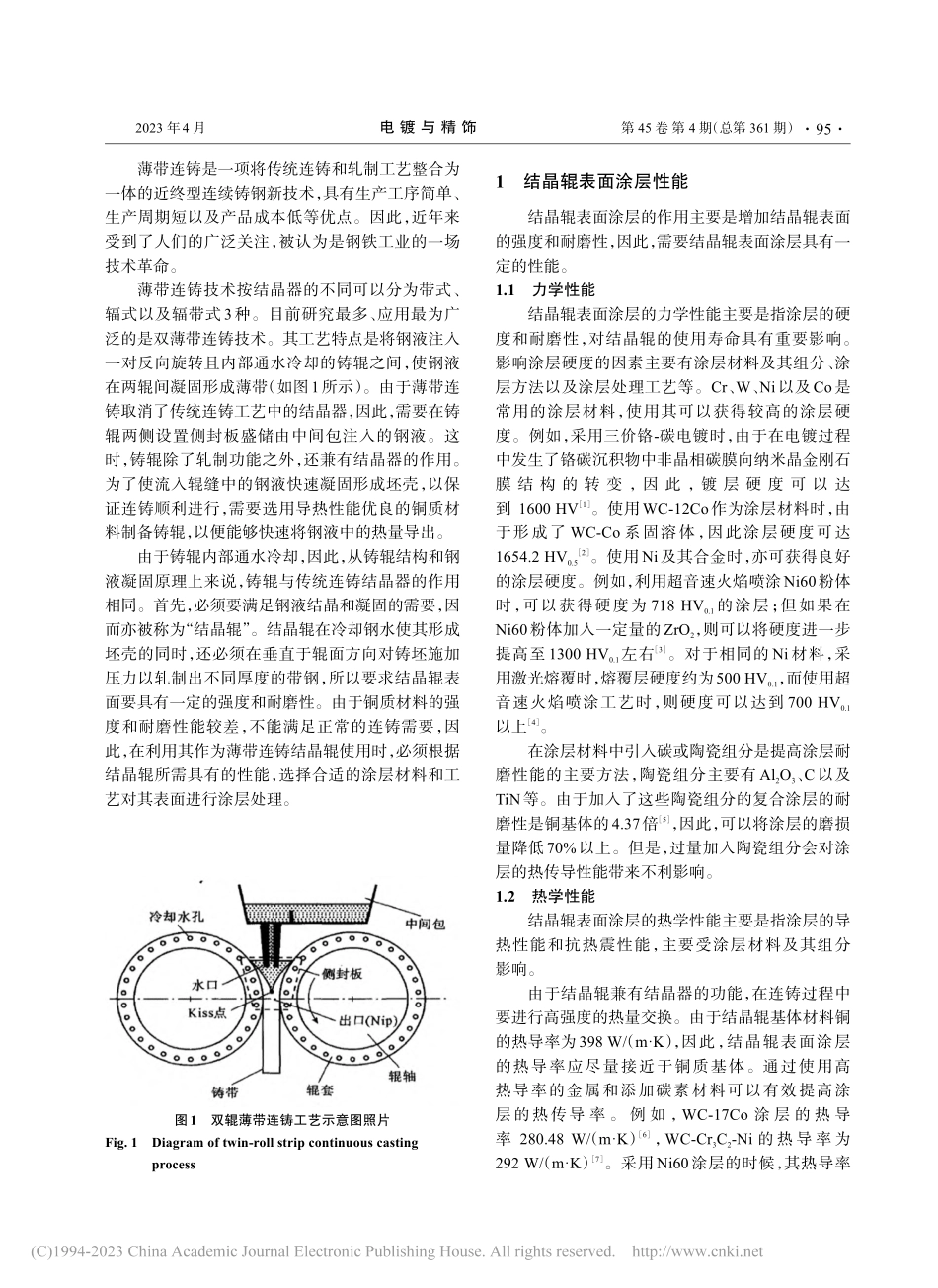
PlatingandFinishingApr.2023Vol.45No.4SerialNo.361薄带连铸结晶辊涂层研究进展张棣尧,袁磊,于景坤*(东北大学冶金学院,辽宁沈阳110819)摘要:双辊薄带连铸结晶辊兼有铸辊和结晶器的双重作用,在连铸过程中同时受到高温磨损、热应力以及压应力的多重作用,因此,原来的辊体铜质基质材料不能满足正常的连铸需要,必须选择合适的涂层材料和工艺对其表面进行涂层处理。目前,采用电镀、化学镀、热喷涂、冷喷涂以及激光熔覆等技术手段可以在结晶辊表面制备一种或多种材料的涂层。电镀、热喷涂以及激光熔覆技术相对成熟,应用最为广泛。涂层材料有单一金属、各类合金,同时可以加入各种添加剂。选用W、Cr、Ni、Co等单质金属以及WC-Co、Cr2C3-Ni-Cr、Ni-Cr等合金可以获得更好的综合性能;添加Cu的合金,如WC-Cu、W-Cu、Cu-Ni等,可以获得与铜基体相近的导热系数以及膨胀系数,添加稀土元素可以细化晶粒、降低裂纹倾向。通过表面涂层处理可以大幅度提高薄带连铸结晶辊的使用寿命。关键词:双辊薄带连铸;结晶辊;电镀;热喷涂;激光熔覆中图分类号:TG174.44文献标识码:AResearchprogressoncoatingofcrystallizationrollerusedforthinstripcontinuouscastingandrollingZhangDiyao,YuanLei,YuJingkun*(SchoolofMetallurgy,NortheasternUniversity,Shenyang110819,China)Abstract:Crystallizationrollerusedintwin-rollstripcontinuouscastinghasthedualfunctionsofcastingrollandcrystallizer.Intheprocessofcontinuouscasting,itissimultaneouslyaffectedbyhightemperaturewear,thermalstressandcompressivestress.Therefore,theoriginalcoppermatrixmaterialoftherollbodycannotmeetthenormalneedsofcontinuouscasting,appropriatecoatingmaterialsandprocessesshouldbeusedforthesurfacecoatingtreatment.Atpresent,oneormorematerialscanbeusedforthesurfacecoatingofcrystallizationrollersbymeansofelectroplating,electrolessplating,thermalspraying,coldsprayingandlasercladding.Amongthem,electroplating,thermalsprayingandlasercladdingtechnologiesarerelativelymatureandwidelyused.Thecoatingmaterialsincludedsinglemetal,variousalloys,andvariousadditives,andcomprehensivebetterpropertiescouldbeobtainedbyaddingdifferentadditives.SimplemetalssuchasW,Cr,Ni,Co,andalloyssuchasWC-Co,Cr2C3-Ni-Cr...