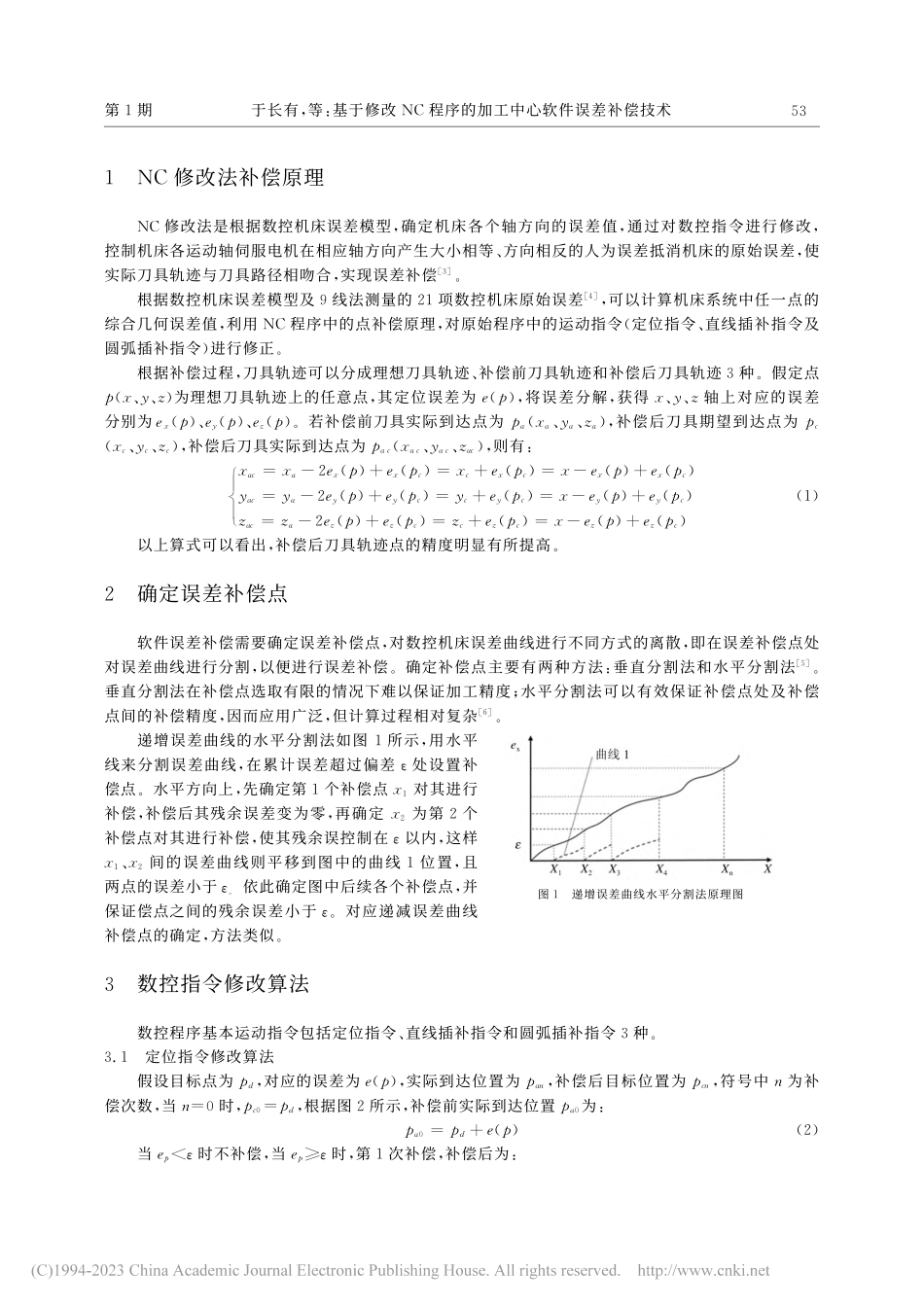
收稿日期:2022-10-28;修回日期:2022-11-23基金项目:2021芜湖职业技术学院自然重点项目(wzyzrzd202115);2020年安徽省质量工程项目(2020jyxm2184)作者简介:于长有(1976-),男,辽宁丹东人,硕士,副教授,主要从事数控加工、精密检测方面的教学与研究。第23卷第1期安徽水利水电职业技术学院学报Vol.23No.12023年3月JOURNALOFANHUITECHNICALCOLLEGEOFWATERRESOURCESANDHYDROELECTRICPOWERMar.2023基于修改NC程序的加工中心软件误差补偿技术于长有,张丽(芜湖职业技术学院,安徽芜湖241000)摘要:文章采用水平分割法确定误差补偿点,对3种运动指令修改算法,实现定位指令、直线插补指令和圆弧插补指令的算法修改。在FANUCSeriesoi-mate系统VMC-850立式加工中心上运行基于修改NC程序的误差补偿软件,进行对比验证,结果表明补偿后加工精度提高30%左右。关键词:加工中心;NC程序;软件;误差补偿DOI:10.3969/j.issn.1671-6221.2023.01.013中图分类号:TH164文献标识码:A文章编号:1671-6221(2023)01-0052-05SoftwareerrorcompensationtechnologyofmachiningcenterbasedonmodifyingNCprogramYUChangyou,ZHANGLi(WuhuInstituteofTechnology,Wuhu241000,China)Abstract:Inthispaper,thehorizontaldivisionmethodisusedtodeterminetheerrorcompensationpoint.Threemotioncommandalgorithmsaremodified,thealgorithmmodificationofpositioningcom-mand,linearinterpolationcommandandarcinterpolationcommandisrealized.Forcomparativeverifi-cation,theerrorcompensationsoftwarebased...