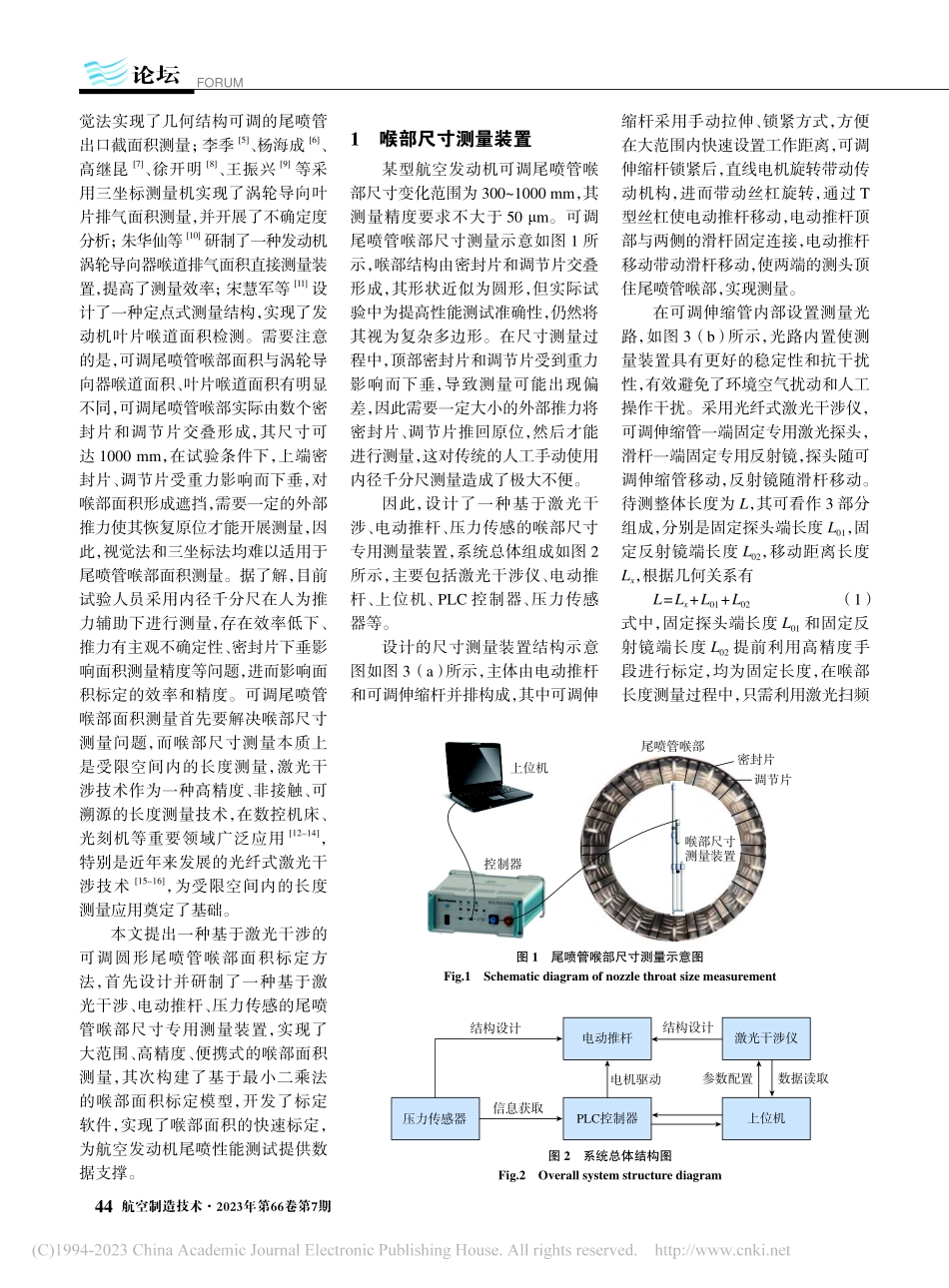
432023年第66卷第7期·航空制造技术数字化测量技术及应用DigitalMeasurementTechnologyandApplication*基金项目:国家重点研发计划(2020YFB2010800);国家自然科学基金(61905175,61971307);国家重点实验室探索性课题(Pilt2103);霍英东教育基金会资助(171055);青年人才托举工程(2021QNRC001);广东省重点研发计划(2020B0404030001);国防科技重点实验室基金(6142212210304);中国航发四川燃气涡轮研究院外委课题(GJCZ–2021–0029,GJCZ–2020–0040)。引文格式:樊金侠,傅骁,颜荣,等.基于激光干涉的可调圆形尾喷管喉部面积标定方法研究[J].航空制造技术,2023,66(7):43–49.FANJinxia,FUXiao,YANRong,etal.Rapidcalibrationmethodofthroatareaofgeometry-variablecircularnozzlebasedonlaserinterference[J].AeronauticalManufacturingTechnology,2023,66(7):43–49.基于激光干涉的可调圆形尾喷管喉部面积标定方法研究*樊金侠1,2,傅骁1,颜荣1,2,李杰2,梁春疆3,段发阶1(1.天津大学精密测试技术及仪器国家重点实验室,天津300072;2.中国航发四川燃气涡轮研究院,绵阳611730;3.善测(天津)科技有限公司,天津300382)[摘要]航空发动机可调尾喷管喉部面积直接影响其气动性能,传统上使用内径千分尺测量喉部尺寸,存在效率低下、喷口密封片下垂影响测量精度等问题。因此,提出一种基于激光干涉的可调圆形尾喷管喉部面积标定方法,设计激光干涉光路内置的同轴式长度测量结构,采用压力传感器实时反馈实现推力自适应控制,利用喉部尺寸测量数据计算喉部多边形面积,基于最小二乘法建立喉部面积与发动机控制信号之间的关联模型,实现喉部面积快速标定。试验结果证明,研制系统的尺寸测量精度为41μm,建立面积标定模型的拟合优度为0.98147,具有操作简捷、快速的特点,满足航空发动机测试需求。关键词:航空发动机;尾喷管;喉部面积;尺寸测量;激光干涉DOI:10.16080/j.issn1671-833x.2023.07.043樊金侠高级工程师,研究方向为航空发动机计量与检测技术。不断提高,越来越多的高性能航空发动机采用可调尾喷管取代了传统的固定式尾喷管,可调尾喷管的独特结构使其能够根据发动机控制信号改变喉部面积,进而实现不同转速工况下发动机推力、升力等性能的调控。为了保证发动机性能控制准确可靠,可调尾喷管喉部面积必须在试验前进行标定,确保控制信号与喉部面积准确对应。为此,在试验中首先需要测量获取尾喷管喉部面积,进而...